In single-axis motion systems, travel is typically either linear (in a straight line) or rotary (in a partial or complete circle). But some applications call for a system that combines straight sections of motion with curved sections — referred to as curvilinear motion.
Curvilinear systems generally take one of two forms: simple, constant-radii sections (such as a 90- or 180-degree turn) together with straight sections, or variable-radii sections (think of a free-form, squiggly line) combined with straight sections. The former is typical of a conveying-type application, often used when a part needs to be moved around an assembly or inspection station. The latter is often found when parts or components need to be moved in a generally straight line, but with some deviations to avoid obstacles. Applications where obstacles may necessitate variable-radius curvilinear motion are the positioning of monitors or tools at assembly stations or ergonomic adjustments of equipment at work stations to suit a wide range of operators and uses.
This video from Rollon shows a curvilinear guide rail being used to adjust the position of an optometry machine to suit the individual patient and doctor.
Carriage options for combined linear and curved motions
One of the challenges of curvilinear motion is that the moving component — the carriage or slider — must be able to operate around the curves and through the transitions between straight and curved sections. For this reason, many curvilinear systems use wheels or rollers to guide and support the load. The main benefit of wheels and rollers in combined linear and curved motion is that they don’t require the highly accurate running surfaces that recirculating bearings require. Roller carriages can also be adjusted to add preload and stiffness, and both wheels and rollers are able to withstand environments with particulate contamination, such as dust and chips.
Image may be NSFW. Clik here to view.
Wheels and rollers (shown here) make ideal carriages for curvilinear systems because they can easily traverse both straight and curved sections. Image credit: Rollon Corp.
Plain bearings are also used in curvilinear motion, and thanks to their relative ease of manufacturing, can be provided in custom designs tailored to a specific curvilinear system. Plain bearings are also inherently self-aligning, so the risk of binding and excessive wear due to curved motion sections is reduced.
While recirculating bearings are sometimes used in curvilinear systems, they only operate well for curves with large radii. And while they can work in systems with both straight and curved sections (as long as the curve is sufficiently large), they are very sensitive to transitions between sections, which can cause excessive pulsations in the rolling elements and damage to the bearing seals. However, recirculating bearings are the best option when high load capacity, excellent rigidly, and good running accuracy are required.
Image may be NSFW. Clik here to view.
Recirculating bearings offer high load capacity and high stiffness, but work well only when the curved section has a relatively large radius. Image credit: THK
Drive options for curvilinear systems
The most common drive mechanisms for curvilinear systems are belt and chain drives. Belts and chains are ideal for curvilinear applications since they can navigate both straight and curved paths — with constant- or variable-radii — and they allow multiple carriages or sliders to be attached to one system and move in synchronization.
This video from Hepco Motion shows that not all curvilinear systems are for small, lightweight applications. Here, a chain-driven curvilinear system is used in conjunction with 6-axis and SCARA robots on a 20m-long assembly station for the electronics industry.
Curved, curvilinear, or contoured?
Guides and tracks that provide curved motion are often put in the same category as curvilinear guides, but curved guides only provide motion that occurs along a radius, and don’t include straight sections of motion.
Curvilinear guides are also confused sometimes with contouring, or contoured motion. Contouring is a type of motion control used in multi-axis linear systems (such as Cartesian robots or X-Y tables) that creates radii and rounded corners in rectilinear coordinates.
Preload reduces axial play, or backlash, caused by clearance between the balls and raceways. Image credit: NOOK
Ball nut preload offers several benefits to screw assemblies, but the most common reason for using a preloaded ball nut is to reduce axial play, or backlash, caused by clearance between the screw and nut raceways. Reducing this axial play does two things. It improves the repeatability of the screw assembly — meaning the assembly is better able to return to the same position over repeated movements. And it increases the rigidity of the ball nut, which means the screw will experience less elastic deformation for a given load.
Despite the benefits in repeatability and rigidity, however, preload also has several potentially negative effects, particularly regarding the life of the screw assembly. The fundamental issue with adding preload to a ball nut (or any recirculating bearing) is that it produces an internal force on the nut, proportional to the amount of preload applied, and this internal force increases friction, heat, and wear.
Image may be NSFW. Clik here to view.
Fpr = internal force on ball nut due to preload
Xpr = preload amount
C = dynamic load rating of ball nut
For example, if a ball nut has preload of 5 percent (Xpr = 0.05) and a dynamic load rating of 16,0000 N, the force due to preload would be 800 N.
Image may be NSFW. Clik here to view.
Image may be NSFW. Clik here to view.
Effective load on ball nut with preload (4-point contact)
To determine bearing life accurately, the effective load on the nut should take into account the internal force due to preload, as shown in the following equation:
Image may be NSFW. Clik here to view.
Feff = effective load on the ball nut (to be used in bearing life equation)
Fa = applied external load on ball nut
Using our example above, if the applied external load is 1500 N, and the force due to preload is 800 N, the effective load on the nut is 1725 N.
Image may be NSFW. Clik here to view.
Image may be NSFW. Clik here to view.
Note that the effective load equation shown above is valid for single ball nuts with preload via oversized balls, which experience 4-point contact with the raceways.
Image may be NSFW. Clik here to view.
The balls in a preloaded nut can experience 4-point or 2-point contact with the raceways, depending on the preload method.
Effective load on ball nut with preload (2-point contact)
When preload is achieved via a double nut or a single nut with pitch or lead offset, which results in two-point contact between the balls and raceways, the effective load on the ball nut can be estimated with the following equation:
Image may be NSFW. Clik here to view.
Given the same preload and loading conditions as above, for a preloaded nut with 2-point contact, the effective load on the nut is 1550 N:
Image may be NSFW. Clik here to view.
Image may be NSFW. Clik here to view.
Note that the when the preload method results in 4-point contact between the balls and raceways, there is more contact area to produce friction, heat, and wear, so fatigue will occur faster than for ball nuts with 2-point contact. Hence, the effective load on the ball nut with 4-point contact is higher than that of the ball nut with 2-point contact (1725 N > 1550 N).
When internal force due to preload (Fpr) can be disregarded
In some applications, the applied external load is sufficient to overcome the internal force due to preload. Although it might seem logical to think this would occur when the external load equals the internal force, it actually takes a significantly higher external load to negate the internal force.
When the applied external load on the ball nut equals 2.8 times the internal preload force, the preload force will be relieved and can be disregarded in the calculation of effective load.
The most common material for the load-bearing balls in recirculating ball bearings and ball screws is bearing steel. The use of steel balls on steel raceways is a proven, low-cost solution that yields high load capacity and long life under a wide variety of conditions. And when an application isn’t suitable for steel, the bearing housing or ball nut exterior can be made of a different material, such as stainless steel or aluminum, or coated to provide special properties, such as corrosion resistance. But the rolling elements (balls) are more difficult to modify, since they must have the strength and material properties necessary for carrying high loads and/or achieving high speeds, without excessive wear or premature failure.
Image may be NSFW. Clik here to view.
Ceramic balls can be used in recirculating linear bearings and ball screws when steel is unacceptable.
This is why you’ll find a variety of material options for a bearing housing or ball nut, while the load-carrying balls, in most cases, remain as bearing steel. But for applications where any steel in the bearing is unacceptable, several manufacturers now offer linear bearing and ball nut designs with balls made of ceramic (specifically, silicon nitride: Si3N4).
Need for speed
Recirculating linear bearings with ceramic balls were originally introduced for applications that required higher operating speeds. Traditional recirculating bearings with steel balls are typically limited to a maximum speed of 5 m/s, due to the forces the balls exert on the bearing end caps during recirculation.
Recalling that force = mass * acceleration, the best way to reduce the forces on the end caps without jeopardizing speed capability is to reduce the mass of the recirculating elements, and ceramic does just that, with a lower density and lower mass than that of steel. Recirculating linear bearings with ceramic balls can achieve maximum speeds up to 10 m/s.
Vacuum and ESD-sensitive applications
From a material standpoint, ceramic is non-porous and non-conductive, making it ideal for vacuum applications and those that are sensitive to static discharges. These requirements often come up in semiconductor and electronics manufacturing, as well as aerospace applications. The aerospace and military industries also see frequent requirements for components that can handle extremely high or low temperatures or wide temperature fluctuations. In these applications, ceramic is also a better choice than steel, due to ceramic’s lower coefficient of thermal expansion.
Hybrid ball nuts combine steel and ceramic
Ball nut manufacturers offer two designs that incorporate ceramic balls. In the first — as with most linear bearings — the traditional steel balls are completely replaced with ceramic versions. But some manufactures offer a hybrid design with a combination of both ceramic and steel balls.
Image may be NSFW. Clik here to view.
Ball nuts can use all ceramic balls or a “hybrid” design where smaller-diameter steel balls alternate with ceramic versions. Image credit: Steinmeyer Inc.
The first option — balls all made from ceramic — replaces metal-to-metal contact between the ball and raceway with ceramic-to-metal contact, so adhesive wear and micro-welding are eliminated. In the hybrid design, the steel balls often serve as “spacers,” which alter the kinematics of the nut, reducing friction and wear while maintaining good load capacity.
Note that while it is possible to run full ceramic bearings (raceways and balls both made of ceramic) without lubrication, linear bearings and ball nuts have raceways made of metal (steel or stainless), so even if the balls are completely ceramic, they still require lubrication. However, ceramic balls are less sensitive to changes in lubrication conditions and, therefore, are less likely to experience extreme wear or failure as lubrication is depleted or as lubricant properties change with use.
Crossed roller guides are non-recirculating linear bearings whose rollers are oriented in a “crisscross” pattern (each roller is turned 90 degrees relative to the one next to it) and move between two parallel guides with V-shaped grooves. Because the rollers don’t recirculate, these guides provide high load capacity and good stiffness, with smoother motion than their recirculating bearing counterparts.
Image may be NSFW. Clik here to view.
Rollers are arranged in a “crisscross” pattern, with each roller turned 90 degrees relative to the one next to it. Image credit: Nippon Bearing
Like the ball cage designs of some recirculating linear guides, crossed roller guides also use cages to contain the rollers, prevent metal-to-metal contact between them, and control their movement. Some crossed roller guides use cages made of metal, which hold the rollers in two places (top and bottom). Metal cages offer protection against contamination, and they’re suitable for vacuum, cleanroom, and high-temperature applications.
But metal cages take up significantly more space than designs made of resin or engineered plastic, which can be molded to fit the rollers more closely, allowing more rollers to be used in a given length. Plastic or resin cages also allow more of the roller to be exposed for contact with the raceway, which increases load capacity as well.
Image may be NSFW. Clik here to view.
Crossed roller guides consist of two rails (ways) with V-shaped grooves and rollers oriented at 90 degrees relative to each other. The rollers are contained by a metal or resin cage that prevents roller-to-roller contact and controls the movement of the rollers. Image credit: IKO Nippon Thompson
Regardless of the type of cage, crossed roller guides can experience what is termed “cage creep.” Because the two guides move relative to each other and the cage “floats” between them, over time the cage can move, or creep, from its intended center position. This is especially common in vertical applications, applications where the slide makes only partial strokes (not the full length of the guide), or when the application involves uneven loading or high acceleration and deceleration.
When the cage moves from its center position, the slide’s stroke length is likewise reduced, and the cage will hit the rail end stop when the attempted movement exceeds the new, shortened stroke length. This causes the cage — and therefore, the rollers — to slide, or skid, as it’s forced back to its center position. And when components slide rather than roll, friction, heat, and wear increase. Torque required from the motor also increases, causing torque spikes at the end of travel.
There are two types of mechanisms that can prevent cage creep in crossed roller guides. One such “anti-creep” design uses a rack and pinion system — mounted internally or externally to the guide — to maintain the correct position of the cage.
Image may be NSFW. Clik here to view.
This anti-creep mechanism uses a brass gear and teeth machined directly into the rail. Image credit: SKF
The other common anti-creep design uses a studded center roller that engages with indentations machined into the rail surface to ensure the cage stays in the correct position.
Image may be NSFW. Clik here to view.
In this design, a studded center roller engages with indentations in the rail to eliminate cage creep. Image credit: Nippon Bearing
With an anti-creep mechanism, crossed roller guides can be used in applications with unevenly applied loads or with very high acceleration and deceleration, and in vertical mounting configurations, without a loss of travel or of load carrying capacity.
Tolomatic IMA-S integrated electric servo actuators are designed to hygienic standards for eliminating harborage points and preventing bacterial growth. The 316 stainless-steel construction provides corrosion resistance and withstands high pressure, high temperature and caustic wash-down. With its hygienic design and IP69k ingress protection rating, the IMA-S meets clean-in-place requirements, allowing machine designers to achieve open machine designs and eliminate shrouding required to house standard actuators.
The hollow rotor servo motor is integrated into the actuator housing. This creates a compact, hygienic motion module that facilitates conversion of pneumatic and hydraulic cylinder systems by increasing efficiency, motion control and eliminating product contamination risks.
Image may be NSFW. Clik here to view.
The hygienic IMA-S series offers forces up to 11.1 kN (2,500 lbf), stroke lengths up to 450 mm (18 in.) and options for planetary roller screws or ball screws. A proprietary lubrication feature helps extend service life.
Feedback options include multi-turn absolute encoders (Hiperface DSL, Hiperface Sin-Cos, EnDat 2.2), incremental encoder, and a resolver to integrate with most PLCs or control systems. Motor files for Rockwell Automation (Allen Bradley) Kinetix motion platform are also available for quick integration. Flexible mounting options include front face, front flange and rear clevis. Additional options include a replaceable IP69k seal cartridge, approved FDA seal material, and EHEDG fasteners.
“The IMA-S was designed to meet food and beverage industry trends towards more open machine designs requiring hygienic, clean-in-place, linear motion solutions,” said Daniel Schmit, product manager, Tolomatic, Inc. “Throughout the design process, Tolomatic analyzed and incorporated feedback from industry-leading OEMs into the design, ensuring the IMA-S eliminates many of the challenges and concerns the industry sees with standard actuators and historical fluid power motion solutions that have traditionally been implemented.”
You might be familiar with rotary needle roller bearings (often referred to as simply “needle roller bearings”), which are used extensively in automotive and industrial power transmission applications due to their compact size and high load-carrying capability. But did you know that some linear bearings also use needle rollers?
For linear bearings, needle rollers were first incorporated into non-recirculating linear guides, but manufacturers have recently introduced recirculating profiled rail guides with needle roller bearings to meet ever-increasing demands for rigidity and smoothness of motion.
How do needle rollers differ from cylindrical rollers?
The key difference between cylindrical rollers and needle rollers is the roller’s length-to-diameter ratio. To be categorized as a needle roller, the roller’s length must be at least 3 times its diameter. In fact, needle rollers can have a length-to-diameter ratio between 3:1 and 10:1, whereas cylindrical rollers have a length-to-diameter ratio of less than 3:1.
The traditional load-carrying components in linear bearings — both recirculating and non-recirculating types — are either balls or cylindrical rollers, both of which provide high load capacity, low friction, and good rigidity for linear motion applications. But just as cylindrical rollers offer a “step up” in performance over balls — especially in terms of load capacity and rigidity — needle rollers offer even better performance than cylindrical rollers in some respects.
Image may be NSFW. Clik here to view.
Needle rollers provide non-recirculating linear bearings with higher load capacity and higher rigidity than balls or cylindrical rollers in the same or smaller footprint. Image credit: Schneeberger
In radial bearings, one of the main reasons for using needle rollers is their compact size, but in linear bearings, the main benefits of needle rollers over balls or cylindrical rollers are even higher load capacities and better rigidity. This is because when needle rollers are used, the load is distributed among more, smaller rollers, each of which has a larger contact area than a cylindrical roller (due to the needle roller’s longer length). This reduces the pressure per roller and allows the bearing to carry higher loads. Less load per roller also means less deformation and, therefore, higher rigidity. In fact, the rigidity of a needle roller linear bearing can be up to 50 percent higher than that of a cylindrical roller version.
Image may be NSFW. Clik here to view.
In recirculating linear bearings, needle rollers provide not only higher load capacity and higher rigidity, but also smoother motion than balls or cylindrical rollers. Image credit: Nippon Bearing
Image may be NSFW. Clik here to view.
More, smaller rollers mean smaller pulsations due to the rollers’ movement. Image credit: Nippon Bearing
For recirculating profiled rail bearings, needle rollers also provide smoother motion in two regards. First, needle rollers have higher dynamic (running) friction than balls or cylindrical rollers. Although higher running friction is, in some applications, a negative trait, in the case of high-load, high-rigidity linear guides, the increased running friction can be a benefit since it serves to dampen vibrations due to external forces. And with the load dispersed over more, smaller rollers, vertical pulsation of the bearing caused by motion of the rollers is also reduced.
While rotary needle bearings can be made with or without a cage, depending on the application and mounting requirements, both recirculating and non-recirculating linear bearing designs contain the needle rollers in a cage. The cage prevents skewing and misalignment, ensures the needle rollers are evenly loaded, and prevents de-rating of speed capabilities. And for non-recirculating designs, cages are offered with anti-creep, or “cage control” mechanisms to ensure the cage remains in its centered position.
It’s important to note that because needle roller linear bearings use more, smaller rollers than ball or cylindrical roller designs, there is less space inside the bearing for lubrication to be retained. Therefore, proper lubrication can be even more critical with needle roller linear bearings than with ball or cylindrical roller versions.
In non-recirculating linear bearings, needle roller designs fit applications that require higher load capacities and better rigidity within the same (or similar) dimensions as traditional ball or cylindrical roller versions. In recirculating profiled rail bearings, needle roller designs meet application demands — often found in the machine tool industry — for extreme rigidity and the smoothest motion possible.
A new Roller LM Guide Type HRX from THK America Inc. meets the demands of myriad applications and environments. The Type HRX boasts a duplex face-to-face structure (DF Structure) and a full roller design for resilient performance in even harsh settings. Features include a highly rigid, yet simple structure, caged rollers and an extensive dust proof option.
For high rigidity during heavy loads, the Type HRX roller is designed to evenly distribute weight along the roller diameter and length. Roller performance is enhanced through the incorporation of Caged Technology.
Image may be NSFW. Clik here to view.
THK’s Caged Technology employs a synthetic resin cage with a patented curvature that cradles each roller and separates it from the next. The spaces between the rolling elements retain grease and act as a lubrication system for long-term maintenance-free operation. Smooth motion is achieved with the Type HRX, as the separation of balls eliminates friction and minimizes torque fluctuation. This roller retaining design also allows for the easy interchangeability of the rail and the block. Other Caged Technology benefits include low dust generation and reduced wear.
Four-way equal loading enables the Type HRX to be mounted in any orientation and to meet the requirements of a wide range of applications.
The Type HRX is available in models with outer dimensions of 48mm to 100mm (H), 100mm to 126mm (W) and 123.2mm to 304.1mm (L). Basic load ratings range from 56 to 257 kN.
THK manufactures the widest range of linear motion products, including LM guides, ball screws, mechanical actuators and ball splines and more. All THK products have been designed and manufactured to meet the strictest requirements. THK’s experienced Global Engineering Team can provide customized linear motion solutions from their standard linear motion products — as well as from mechatronics products for the most demanding applications. For more information, visit www.thk.com.
Thomson Industries, Inc., a leading manufacturer of linear motion control solutions, has released a video showing how the synchronization feature available with its Electrak HD electromechanical linear actuators helped Spika Design and Manufacturing address a growing customer demand. Spika is a Montana-based provider of commercial and custom industrial work platforms suitable for a wide variety of assembly and maintenance operations.
Image may be NSFW. Clik here to view.
Spika provides ergonomic work platforms, supporting a wide variety of assembly and maintenance operations for automotive, aerospace and military aviation manufacturers.
Prior to adopting electromechanical actuators, height variability for Spika’s work platforms relied upon manual screw jacks and hydraulics, which carried many drawbacks. Load distribution and uneven platforms still posed challenges for customers, even with standard self-synchronizing electric actuators. As a result, Spika engineers began to search for alternative solutions to optimize their platform designs.
“In the past, we have used hydraulics, and we found that they were messy for the end user, and we had a hard time keeping the platform level from one side to the other,” said Kyle Whitecraft, Director of Quality Assurance at Spika. “With more unique customer needs, where we need up to 12 or 14 feet of adjustability, we realized we needed to source other actuators with more strength,synchronization options and longer strokes to continue meeting our customers’ expectations.”
Image may be NSFW. Clik here to view.
In instances where there are heavily cantilevered and uneven loads, such as this platform for accessing the nose of an aircraft, actuator synchronization is key.
“When Thomson introduced their line of Electrak HD actuators, it was very well custom-made for our requirements,” said Tom Spika, the company’s founder and CEO, referring to the product’s optimized speed, power and control for dynamic loading with the right stroke lengths. “Thomson also offered simplistic installation, everything was integrated within the actuators and took very little time to assemble into our system.”
“The Electrak HD provided greater static strength, which was important for Spika,” said Chad Carlberg, Product Line Manager – Linear Actuators with Thomson. “Anytime they faced a cantilever or an uneven load, they needed synchronization. The Electrak HD also moved faster than previous actuators. Plus, when Spika faced hard challenges with delivery and long lead times for their customers, we were able to deliver in 2-3 weeks.”
As Spika’s platforms became more proficient, they received additional requests from customers and were able to get rid of the counter weights for the cantilever parts — as well as resolve the onboard counter weighting to address the uneven loading conditions. With Thomson’s synchronization feature, the speed of actuation remains constant even in the presence of uneven loads on the actuator. This was particularly important in applications where different actuators in sync on the same platform experience different types of loads, such as small or large, compression or tension, while still delivering stable movement.
Image may be NSFW. Clik here to view.
In instances where there are heavily cantilevered and uneven loads, such as this platform for accessing the nose of an aircraft, actuator synchronization is key.
“Synchronization has allowed us to ensure accuracy,” added Spika. “With the Electrak HD series, we can also connect more than one deck together, link actuators and elevate all platforms at one time to ensure they are all consistently elevating.”
Spika’s customers require a safe access platform capable of a variety of heights that allows them to work ergonomically. Occupational Safety and Health Administration (OSHA) regulations had required Spika to load test all of their platforms to a 4x safety factor. One of the immediate benefits that Thomson’s actuator provided was static load ratings, holding loads up to 18 kN. “With our Electrak HD electromechanical actuators, we have been able to help Spika provide customers with greater variation of work platforms with stronger static control and faster delivery,” said Carlberg.
In the future, Spika hopes to expand use of Electrak HD actuators with servo motor control and PLCs. “As we go forward, we are going to be designing new and unique products to address the application needs of our customers,” said Tom Spika. “Without a doubt, Thomson is going to be a part of that process of development.”
Although the idea of a “follower nut” may seem to indicate that the nut serves a passive role in lead screw operation, it actually plays an important part in monitoring the condition and life of the screw assembly.
The wear characteristics of a lead screw nut make the expected service life of the assembly difficult – if not impossible – to predict. Because lead screws rely on sliding motion between the screw and the nut, there is no standard way to calculate (even theoretically) the life of a lead screw.
The L10 bearing life equation doesn’t work, because there are no balls or rollers carrying the load. And while the PV equation helps determine the maximum load-speed combination a lead screw nut can withstand, it is only valid for plastic nuts, and it still doesn’t provide an estimate of the life (number of revolutions, strokes, or time) the screw assembly will provide.
But there is a way to monitor the condition of a lead screw nut to determine when significant wear has occurred — enabling operators to perform proactive maintenance and avoid lead screw failure. This method involves using a follower nut.
Follower nuts (also referred to as “wear indicator nuts”) are also common in screw jack assemblies — especially in lift platform applications, where failure could be catastrophic to the product, equipment, or personnel.
As a lead screw nut wears, its threads degrade and become thinner. Manufacturers consider the life of the nut to be the point when the threads have lost ½ of the tooth thickness (¼ of the screw pitch). At this point, the nut will no longer have the material strength to support is full load rating.
Image may be NSFW. Clik here to view.
As a lead screw nut wears, backlash between the screw and nut increases. Image credit: Nook Industries
Another consequence of decreasing tooth thickness is that the displacement, or backlash, between the screw and nut increases. A follower nut, or wear indicator nut, makes it easy to monitor this increase in backlash and determine the level of wear on the nut.
Image may be NSFW. Clik here to view.
As the main (primary) nut wears, the distance between it and the follower nut decreases. It’s important to note that the wear indicator nut is only reliable in vertical applications. Image credit: Nook Industries
The follower nut and main nut are typically both made of bronze, although the follower nut can be made of steel. The follower nut is pinned to the main nut, so it “follows along,” but it does not support the load.
As the main nut wears and its thread becomes thinner, it begins to “close the gap” between it and the follower nut. By measuring this gap — either with feeler gauges or with a proximity sensor — an operator can determine how much wear has occurred. When the gap indicates that ½ (or more) of the tooth thickness is gone, the main nut can be replaced to avoid failure.
Alternatively, if the follower nut is made of steel, when the main nut begins to fail, the follower nut takes up some of the load, resulting in steel-to-steel sliding between it and the screw, which causes noise that serves as an audible indicator of wear.
Demands placed on linear systems in today’s automation are greater than ever — and continue to increase. Here we review five links in the chain of design elements so critical to precision operation.
By Mark Huebner • Mechatronics global product manager | PBC Linear
A linear motion system is only as strong as the most compromising links in its chain of mechanical and electromechanical elements. Understanding each component and feature (and its impact on design output) improves decisions and the odds the final design fully meets application demands. After all, system backlash, accuracy, and other performance aspects can be traced back to elements in the design and manufacture of the leadscrew, anti-backlash nut, couplings, motor, and control strategy.
Image may be NSFW. Clik here to view.
Top are two images of screws manufactured with conventional approaches. Bottom is a leadscrew manufactured with world-class automated processes.
Working with linear-motion suppliers having expertise in all a design’s links is the best way to get top design performance. Ultimately, optimized motion control systems are like a high-performance sports car will all its elements well balanced … for which the right size motor + the right transmission + the right tires + great control features (such as antilock brakes and traction control) = great performance.
Consider some examples of designs requiring top performance. In some types of 3D printing, layer resolutions are being pushed as low as 10 µm per layer. In medical devices, dispensing units must output lifesaving medications and control doses down to microliters. The same type of tight accuracies can be seen in optical and scanning equipment, chip and wafer processing equipment in the semiconductor industry, and the lab-automation space.
Only linear motion designs built with a holistic approach to component selection and integration can satisfy these ever-higher performance requirements. Often the most suitable solution for these builds is a motor-driven screw and nut with appropriate control architecture. So let’s consider key considerations and performance characteristics for each link in this type of linear assembly.
Link one: Quality of leadscrew and nut
Leadscrews have been around for decades in various forms with an array of nut designs and materials. For much of that time, the machines used to manufacture leadscrews were manually adjusted — limiting quality to the capability of the machine and the skill level of the operator. Most manufacturers today still use this type of equipment, but modern automated processes are taking leadscrew quality to the next level.
For example, such operations use a CNC-controlled infeed, skew adjustment, and pressure controls for roll-threading process to yield the most consistent leadscrew thread forms. The surface finish of these leadscrews is consistently smooth and free of surface abrasions that can tear at polymer nuts … for unprecedented system accuracy and life.
At the same time, advanced metrology and inspection techniques that trace the form and shape of leadscrew threads show results in point-to-point lead accuracies that are up to three times better than those of traditional manual methods. That consistently holds lead accuracies down to 0.003 in./ft over the length of a screw.
Image may be NSFW. Clik here to view.
For transport-type applications moving some object point to point along an axis, the traditional method of checking lead accuracy every 300 mm or six inches is adequate. But for the highest precision applications, the accuracy of each shaft thread is relevant. Deviation from the suitable thread geometry is known as the drunkenness of the thread.
Image may be NSFW. Clik here to view.
Deviation from ideal dimensions within a single thread rotation is known as the drunkenness of the thread as described in ISO Standard 3408-3.
New automated CNC manufacturing equipment, processes, and detailed inspection methods produce tighter control and quality so that the high and low point within an individual thread show greatly improved sub-rotation accuracy — in other words, less drunkenness. This in turn helps leadscrews hold positioning repeatability over a single rotation to 1 µm. This is an especially critical performance metric in applications such as processing expensive wafers and chips for the semiconductor industry and accurately dispensing medications in a syringe pump.
Image may be NSFW. Clik here to view.
Specialized equipment can inspect 100% of the screw length or up to 20,000 points over 72 in. compared to traditionally checking a single data point every 6 in. over the same length.
After thread rolling, advanced screw suppliers straighten screw shafts with an automated to minimize errors and runout that can cause vibration, noise, and premature wear. Screw-shaft straightness is critical because any error is accentuated when it is assembled with the motor. In contrast, traditional (manual) methods of screw straightening can produce a snow-cone effect in the screw-shaft geometry — in the form of a single arch or multiple arches that corkscrew around the long shaft axis. Again, automated straightening and inspection eliminate these errors resulting in stable screw performance.
Image may be NSFW. Clik here to view.
Automated straightening of leadscrews yields screws with higher accuracy than those from manual straightening operations.
The final step in the production of leadscrews is application of a PTFE coating. Only a consistent smooth finish provides long life and system performance. Inconsistent application of the PTFE (resulting from a suboptimal coating environment or equipment) can spur pitting, fissures, bubbles, flaking, or surface roughness that cause premature wear in the nut and shortened assembly life.
Image may be NSFW. Clik here to view.
Shown here are leadscrew PTFE surface coatings (unacceptable and acceptable) under microscope.
Link two: Interaction of the nut and screw
Traditional anti-backlash nuts use a multi-piece design that requires a coil spring to move a collet linearly along the nut to close the fingers and control the fit between screw and nut.
Problems that contribute to failure in these designs are the sporadic and variable force of the spring, stick-slip of the collet on the nut, and fluctuating pressure as the nut material wears. In contrast, one alternative nut designed to deliver constant force includes a simplified two-piece design that applies pressure to the nut fingers in a radial fashion which is the direction needed to control clearance or play between the nut and screw.
Image may be NSFW. Clik here to view.
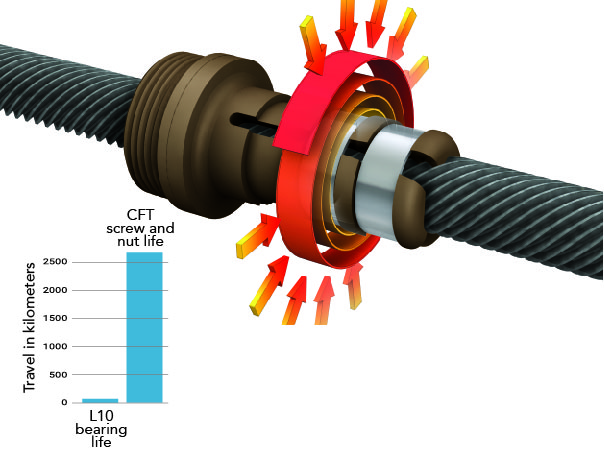
Shown here are a conventional coil spring and collet anti-backlash nut Design and a Constant Force Technology (CFT) anti-backlash design patented by PBC Linear. The latter is tested in excess of 2,500 miles travel without failure … for forty times the L10 life for the axis.
Image may be NSFW. Clik here to view.
Consider the conventional coil spring and collet design for an anti-backlash leadscrew nut. Here, a variable force coil spring generates axial force which is converted to radial force through mechanical interference. The design relies upon injection molded components to apply force equally to the fingers. Benchmark testing confirms that preload changes dramatically in the first 1,000 cycles.
In contrast, certain constant-force anti-backlash leadscrew nuts provide backlash performance that’s two to four times better than conventional designs as validated by lab automation customer’s FDA testing. A constant force spring design ensures consistent pre-load over the life of the axis. Self-lubricating nut material with PTFE for lubricity and enhanced efficiency.
Image may be NSFW. Clik here to view.
System testing utilizing laser interferometers validate accuracies and can provide screw mapping capabilities to aid in the final system integration.
One of the biggest advantages of constant-force anti-backlash leadscrew nuts is their capability to be tuned to an application with adjustments to the spring and other parameters. This tuning allows for the optimization of preload, backlash, drag force and running clearance to meet the specs required. Each screw and nut combination, along with each full up motor and screw assembly, can be tested for each of these performance characteristics during validation and final inspection.
Link three: Coupled or direct connection to drive
The next link in the chain is how the screw attaches to the motor. There are three basic ways this can be accomplished.
The first is the most traditional method where a coupler is introduced into the assembly as the component between the screw and a motor built with an extending stud shaft This design requires more space for the length of the coupler and any associated attachment housing, and it also can create alignment issues. Due to the increased number of components, it is more difficult to keep everything on centerline. If one or more of the components are out of round or alignment, the result can be a cam type effect that greatly affects performance and the life of the system.
Image may be NSFW. Clik here to view.
Here is a design that includes a coupling between the leadscrew and motor as well as an integrated hybrid linear actuator alignment.
The second method inserts the screw into a tapered bore to mechanically secure it in place (from the back) with a bolt. Such assembly is common on motors that will require frequent maintenance — and a quick method for disassembly and reassembly. The drawback is that alignment is difficult to hold and can spur a snow-cone effect that amplifies inaccuracies over the length of the screw. In addition, this snow-cone wobble in the screw creates wear points that can spur the need for maintenance and premature system failure.
Image may be NSFW. Clik here to view.
Laser welding securely locks the screw to the motor for the highest levels of accuracy.
Image may be NSFW. Clik here to view.
The third method is a direct fit of the screw to a hollow shaft within the motor and affixing the screw with a laser weld on the back of the motor. This method ensures the maximum engagement in the fit of the screw with the motor resulting in the highest accuracy alignment possible. In some cases, the weld may be replaced with an industrial adhesive that creates a permanent bond between the screw and motor. This assembly method also provides the highest level of accuracy by providing the least amount of runout in the screw resulting in extended life and minimizing the need for maintenance.
Optimizing leadscrew, nut, and coupling alignment extend the life of the entire system. As a baseline for comparison with other elements in the system, testing in a variety of orientations with various leads, and with a range of loads and speeds. The results have shown travel life exceeding the standard L10 bearing life by 40 times.
In other words, traditional motor-and-leadscrew setups include multiple components that require assembly and are difficult to align. They introduce play and tolerance stack-up that degrade accuracy and increase the potential for failure. High component count also makes for higher overall assembly cost. But integrated hybrid linear actuator setups include a leadscrew aligned and fixed directly with the motor — for fewer components. That makes for greater rigidity, accuracy, and reliability … as well as overall design value.
Link four: Selection of motor type and design
Linear actuators come with a choice of motor options with the most common motor choices being an open loop stepper, a closed loop version using either a board mounted control or an industrially encased smart stepper, and lastly a brushless dc (bldc) motor. Each has its own performance proposition or speeds and load capabilities, and each also comes with their own set of pros and cons around cost, integration, control, and more that we cover later.
Image may be NSFW. Clik here to view.
From left to right are common motor choices for linear-motion axes — BLDC, industrially enclosed smart stepper, stepper with IP20 rating and mounted control, and open-loop stepper motor.
The biggest impact on the linear motion performance of a motor requires a look under the hood at the internal design of the motor. Typical general-purpose motors use a wavy washer to hold bearings and the assembly in place. This is usually adequate for rotary applications and often can be applied to linear as well. However, wavy washers do provide for an amount of compliance within the motor that can spur small amounts of axial or linear play that translate into inaccuracies of linear position.
To alleviate this, one or both of two elements can be modified in the design. Larger bearings can be inserted to increase the thrust load capability of the assembly, and a spanner nut can be added and adjusted to a predetermined torque specification to take the play out of the system.
Image may be NSFW. Clik here to view.
Two common elements in motor assemblies include bearings and adjustable spanner nuts.
Image may be NSFW. Clik here to view.
Link five: Choice of control options
The final link that pulls all the elements together is how the physical linear motion is to be directed and controlled. Traditionally this would need multiple separate pieces including an amplifier and controller. Each would need a cabinet and the associated hardware, wiring, encoder, and sensors for feedback. These setups can become complicated and cumbersome to install, troubleshoot, and operate.
Image may be NSFW. Clik here to view.
Integrated control options for stepper motors abound. Left is an industrialized smart stepper. Right is a commercial IP20-rated motor with a control board mounted on the motor end.
The emergence of off-the-shelf smart motor solutions has served to simplify the wiring and reduce the number of connectors and sensors associated with gaining step-servo type performance and control. This provides cost savings thanks to a lower component count as well as less time and labor associated with the install. These motors also come in preassembled industrialized packages that seal and protect the board and control from abuse or contamination with ratings to IP65 or IP67.
When an application requires specific customized features, has minimized space and size considerations, or low cost is a critical driver, a custom unencapsulated IP20 motor-mounted board control is a useful option. This is especially true for large-volume applications placed in stylized housings or equipment. Such actuators impart the advantages of smart motors (typically at substantial cost savings) and control is right at the motor for easier and faster communication with the master or PLC.
Image may be NSFW. Clik here to view.
Today’s leadscrew-based actuators support integration into traditional and distributed control architectures.
Case study — High-precision Z axis: A manufacturer of a highly precise SLA style 3D printer needed to hold layer resolutions to an exacting level of 10 µm. The mechanical accuracy of the constant-force anti-backlash nut and leadscrew coupled with the high performance of a smart step-servo motor made for a system well within the specification at lower overall system cost — as this assembly needed no linear encoder for feedback from the point of interest.
Image may be NSFW. Clik here to view.
Stereolithography DPL 3d printer create detail and liquid drips, platform slowly move with liquid close-up. Progressive modern additive technology 3D printing, create scaled model by UV polymerization
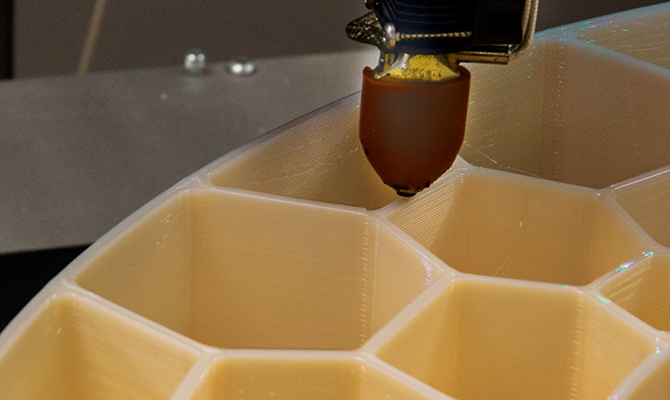
Case study —X-Y contouring and dispensing: A fused deposition modeling (FDM) 3D printer tends to produce a part that shows ridges or the beads from each layer as it is placed on the printed part. Working with an FDM machine builder and using the consistent performance of the constant-force anti-backlash nut features, engineers were able to decrease the surface finish and layer resolution of prints while using the control commutation capabilities of a smart step-servo motor to improve performance resulting in twice the process output of a typical FDM printer.
Image may be NSFW. Clik here to view.
Case study — Medical syringe pump: A leading manufacturer of syringe pumps for medical applications needed the highest levels of fluidic control with minimal flow variance over time. This was critical to their lifesaving equipment. Specific life tests were conducted with a constant-force zero-backlash nut and screws operating side-by-side with competitive screw-and-nut assemblies using a conventional coil spring and collet. In the end, all the conventional designs failed to complete the test due to loss of preload, but the final results showed the leadscrew assembly with the constant-force nut to be 200% better for fluidic accuracy over the full 1.5 million cycles targeted.
Image may be NSFW. Clik here to view.
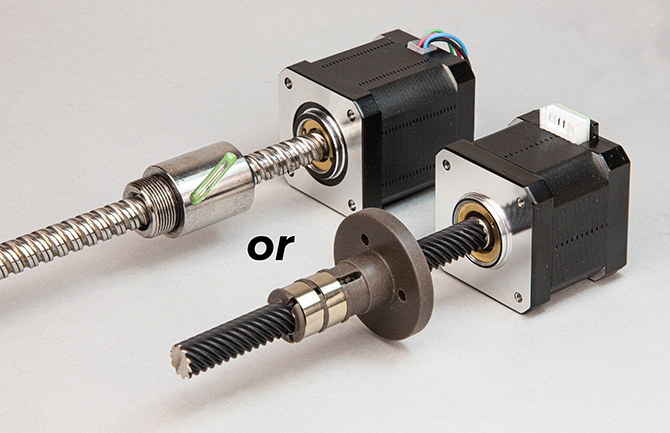
Case study — Metals additive-manufacturing platform: Ballscrews are proven to be the product of choice for heavy load and high duty-cycle applications, and ground ballscrews offer extremely high precision. Even so, there are a growing range of applications for which the choice between rolled ballscrews and leadscrews isn’t as clear.
Consider how a leader in metal additive-manufacturing machines tested leadscrew and motor assemblies head-to-head with a similar rolled ballscrew unit. A leadscrew assembly with superior thread rolling, a polymer nut, and a motor optimized for linear performance exhibited less backlash and higher accuracy than a comparable ballscrew-based actuator.
What’s more, the polymer nut’s self-lubricating nature eliminated the need for added lubricants … making the machine process cleaner and safe from printed-part contamination. Secondly, metal-to-metal contact was eliminated between the nut and screw. This reduced noise for much quieter operation. In the end, the integrated leadscrew delivered superior cost advantages and print quality.
SMAC now sells voice coil actuators that include differential features to satisfy OEM requirements … actuators that allow drop-in replacement of existing motion technologies having the same form, fit, and function. This design process is called MCA Inside and has been key in helping OEMs with an install base or an existing design to solve problems with minimal inconvenience in making an actuator change.
Image may be NSFW. Clik here to view.
Parts are manufactured using precision plates with minimal machining required.
• Drilling, tapping, and reaming processes allow SMAC to offer actuators with the size and mounting arrangements of customers’ current solutions.
• Customer-specified housings: SMAC can install standard moving coil piston and magnet assemblies into existing housings.
SMAC’s latest cost reduction is primarily due to improved manufacturing efficiency.
Built-in controller options (around $200) offer internal programming and eliminate wiring with simple 24-Vdc/48-Vdc PLC I/O operation.
Benefits with SMAC MCA Inside:
• It’s possible to replace problem actuators (especially slow or inflexible or short-life motion solutions) with moving coil actuators
• Get an actuator that fits into a particular space on a new machine. This provides a suitable workaround the inflexible standard product offerings of many other actuator manufacturers.
• Get an actuator that meets special mechanical requirements for a given application — one that the design engineer knows about and others don’t.
Recent design wins for SMAC and its OEM customers and end users
SMAC actuators recently replaced a ball-screw stepper system with a bolt-in LBS17 (with cross rollers) to get more precision, longer life, and quieter motion.
SMAC actuators recently replaced a throwaway pneumatic air cylinder: The drop-in CBL actuator has a build-in controller to work an eject application … and eliminate downtime and delays for setup.
SMAC actuators recently replaced a moving-magnet linear motor with a rotary output. Now a SMAC CBR100 electric cylinder with Z-theta motion runs the axes in one unit on an OEM capping machine. This resulted in long life and capping to 100% specification.
SMAC moving coil actuators are true mechatronic solutions — with unique capabilities such as programmable and controllable position, velocity, and force, high accelerations, cycle life well over 100M, and a patent-pending Soft-Land capability. The Soft-Land capability is particularly useful when performing fragile part assembly, measurement, moving objects, and so on. Real-time feedback of these motion attributes provides proof the work is done to specification. For more information, visit www.smac-mca.com.
For many tasks, multi-axis linear systems — Cartesian robots, X-Y tables, and gantry systems — travel in straight lines to achieve quick point-to-point movements. But some applications, such as dispensing and cutting, require the system to follow a circular path or a complex shape that can’t be created by simple lines and arcs. Fortunately, modern controllers have the processing power and computing speed to determine and execute complex motion trajectories for multi-axis systems with two, three, or even more axes of motion.
Point-to-point motion
The basic premise of point-to-point motion is to reach a specified point without regard to the path taken. In its simplest form, point-to-point motion moves each axis independently to reach the target position. For example, to move from point (0,0) to point (200, 500), in millimeters, the X axis will move 200 mm, and once it has reached its position, the Y axis will move 500 mm. Moving in two segments independently is typically the slowest method to get from one point to another, so this form of point-to-point motion is rarely used.
The other option for point-to-point motion is to move the axes simultaneously with the same move profile. In the example above — moving from (0,0) to (200, 500) — the X axis would finish its move before the Y axis completed its move, so the motion path would consist of two connected lines.
Image may be NSFW. Clik here to view.
One type of point-to-point motion moves the axes simultaneously, but with the same motion profile, so the axis with the shorter distance to move will finish before the longer axis reaches its position. Image credit: Dover Motion
Blended motion
Image may be NSFW. Clik here to view.
1. Starting position 2. End point 3. Corner rounded by blending Image credit: National Instruments
A variation of point-to-point motion for multi-axis linear systems is blended motion. To create a blended move, the controller overlaps, or blends, the move profiles of two axes. As one axis ends its move, the other axis begins its move, without waiting for the previous axis to fully stop. A user-specified “blend factor” defines the location, time, or velocity value at which the second axis should begin moving.
Blended motion produces a radius, rather than a sharp corner, when the motion changes direction. Applications such as dispensing and cutting may require blended motion if the part or item being tracked has rounded corners. And even if a radius (curve) is not required at the corner of a move, blended motion provides the benefit of keeping the axes moving, avoiding the deceleration and acceleration time required to stop and restart as the motion abruptly changes direction.
Linear interpolation
A more common type of motion for multi-axis systems is linear interpolation, which coordinates motion between the axes. With linear interpolation, the controller determines the appropriate move profile for each axis so that all axes reach the target position at the same time. The result is a straight line — the shortest path — between the start and end points. Linear interpolation can be used for 2- and 3-axis systems.
Image may be NSFW. Clik here to view.
Basic point-to-point motion is the slowest way to traverse between two points. Linear interpolation, on the other hand, produces a straight line between two points, making it the fastest option. Circular interpolation creates a defined arc or circle between two points. Image credit: The Contec Group
Circular interpolation
For circular motion paths, or motion along an arc, multi-axis linear systems can use circular interpolation. This motion type works much the same way as linear interpolation, but it requires knowledge of the parameters of the circle, or arc, to be followed, such as center point, radius, and direction, or center point, start angle, direction, and end angle. Circular interpolation takes place in two axes (typically X and Y), but if Z-axis motion is added, the result is helical interpolation.
Contoured motion
Contouring is used when a multi-axis system should follow a specific path to reach the end point, but the trajectory is too complex to define using a series of straight lines and/or arcs. To achieve contoured motion, a series of points is provided during control programming, along with the time for the move, and the motion controller uses linear and circular interpolation to form a continuous path that runs through the points.
A variation of contoured motion, referred to as PVT motion (position, velocity and time), avoids abrupt velocity changes and smooths the trajectories between points by specifying the target velocity (in addition to position and time) at each point.
Image may be NSFW. Clik here to view.
With contoured motion, the axes pass through each of the prescribed points. PVT motion smooths the transition between move segments. Image credit: National Instruments
Coordinate systems provide a way to define a point in space in either one, two, or three dimensions.
Image may be NSFW. Clik here to view.The most prevalent coordinate system used in linear motion applications is the Cartesian system. Cartesian coordinates define a position as the linear distance from the origin in two or three mutually perpendicular axes. The origin is the point where the axes intersect, and points along the axes are specified by a pair (x, y) or triplet (x, y, z) of numbers. The Cartesian coordinate system allows both positive and negative directions (relative to the origin) to be specified in each axis. With Cartesian coordinates, each coordinate set defines a unique point in space.
The Cartesian coordinate system is also referred to as the “rectilinear coordinate system” and is a special case of curvilinear coordinates.
The Cartesian coordinate system is often used for straight-line movements, where specifying the motion of an axis is simple — input the location to which the axis should travel (or the amount of distance it should travel from the starting point), and it will take a linear path to the specified location. Similarly, if the application involves multiple axes, the end point is specified (x, y) or (x, y, z), and the axes can travel independently, one-by-one to the specified location, or they can travel simultaneously in a coordinated fashion using a method referred to as “linear interpolation.”
Although Cartesian coordinates are straightforward for many applications, for some types of motion it might be necessary or more efficient to work in one of the non-linear coordinate systems, such as polar or cylindrical coordinates. For example, if the motion involves circular interpolation, polar coordinates might be more convenient to work in than Cartesian coordinates.
Polar coordinates define a position in 2-D space using a combination of linear and angular units. With polar coordinates, a point is specified by a straight-line distance from a reference point (typically the origin or the center of rotation), and an angle from a reference direction (often counterclockwise from the positive X-axis). These are referred to as the radial and angular coordinates (r, θ).
Recall from above that with Cartesian coordinates, any point in space can be defined by only one set of coordinates. A key difference when using polar coordinates is that the polar system allows a theoretically infinite number of coordinate sets to describe any point. Two conditions contribute to this. First, the angular coordinate, θ can be any multiple of a full revolution (one revolution is 2π). For example, the angular locations of (5, 0), (5, 2π), and (5, 4π) are the same, as are (5, π/2) (5, 3π/2), and (5, 5π/2).
Also, the direction of rotation to find the polar coordinate can be counterclockwise (indicated by a positive (+) angle) or clockwise (indicated by a negative (-) angle), and the radial coordinate can also be positive or negative. Negative radial coordinates are used when the angular coordinate places the location in the opposite quadrant from the intended point. The negative radius moves the point back to the intended quadrant. The example below shows four coordinates that all describe the same point.
(5, π/3) = (5, -5π/3) = (-5, 4π/3) = (-5, -2π/3)
Image may be NSFW. Clik here to view.
Depending on whether the angular coordinate is taken by moving counterclockwise or clockwise, and whether the radial coordinate is positive or negative, the same point can be described with four unique sets of coordinates.
Converting between polar and Cartesian coordinate systems is relatively simple. Just take the cosine of θ to find the corresponding Cartesian x coordinate, and the sine of θ to find y.
Image may be NSFW. Clik here to view.
And basic trigonometry makes it easy to determine polar coordinates from a given pair of Cartesian coordinates.
Image may be NSFW. Clik here to view.
Image may be NSFW. Clik here to view.
Image may be NSFW. Clik here to view.Note that there’s no conversion between Cartesian and polar coordinate systems for the z coordinate. Although Cartesian coordinates can be used in three dimensions (x, y, and z), polar coordinates only specify two dimensions (r and θ).
If a third axis, z (height), is added to polar coordinates, the coordinate system is referred to as cylindrical coordinates (r, θ, z).
The Drives & Motion Division of Yaskawa America, Inc. has added the Sigma Trac II series linear servo motor stages to the Sigma-7 servo family.
Image may be NSFW. Clik here to view.
Sigma Trac II combines a Yaskawa SGLF2 series linear motor with linear bearings, high-resolution absolute optical scale, cable management, and optional bellows to create a turnkey linear stage. Leveraging the high performance of Sigma-7 servo amplifiers, system designers and automation end users can design smaller, faster, more accurate linear motion systems for additive manufacturing, packaging, material handling, machining, and assembly applications.
Features include:
Peak force output up to 540 N
Speeds up to 5 m/sec
High reliability with 10 million double-stroke design life
Absolute encoder feedback with 9.765 nm resolution
Zero maintenance
Integrated cable management
Stroke lengths up to 1,340 mm
Optional bellows and X-Y adapter kit
Image may be NSFW. Clik here to view.
“Our expertly designed, manufactured, and tested mechatronic solutions can reduce your time-to-market”, stated Bryan Knight, Linear and Direct Drive Product Marketing Manager. “This new linear stage design will allow machine builders to create innovative mechanisms that are smaller and faster than ever before.” By using the latest linear motor and magnet technology, Yaskawa has packed more performance in a smaller, lighter linear motor. When combined with Sigma-7 servo amplifiers, Sigma Trac II linear motor stages provide short settling time for greater repeatability in highly dynamic movements that are typical in packaging, assembly, and additive manufacturing applications. Sigma Trac II stages are available in three coil sizes and 13 base lengths, making it is easy to select the optimal linear servo motor stage for any application.
SKF Motion Technologies, formerly part of the SKF Group, has launched a new name and branding, to reflect the changes that the company has undergone since it was acquired in December 2018 by Triton Partners. With immediate effect, the company will be known as Ewellix: Makers in Motion. The new company name is pronounced ‘Eve-liks’.
The new business will build on its reputation as a leading development partner and manufacturer of advanced linear motion and actuation products and solutions, while focusing on the current and future technical and commercial challenges faced by its customers around the world.
Daniel Westberg, CEO of Ewellix, explains that, “After 50 years’ operating as part of the SKF Group, we have a distinguished heritage. Today, with a new name and the backing of Triton Partners, we offer a unique combination of engineering skills, applications knowledge and product technologies, backed by significant investment, for a single common goal: the exclusive focus on the development of transformative linear motion solutions that empower customers throughout industry to reach new heights in productivity, performance, energy efficiency and profitability.”
Image may be NSFW. Clik here to view.
Ewellix will focus its activities on a number of core areas: medical equipment; industrial automation; and mobile machinery – all with enhanced value created through sensor technology and data analytics. The company has nine advanced manufacturing centers in Europe, North America and Asia, over 1,400 employees and 16 sales and customer service locations.
Daniel Westberg adds, “Our existing manufacturing and sales centers give us a solid foundation on which to build. Our ambition is to grow our global operation still further as we transition from being primarily a product supplier to a leading provider of linear motion solutions built around customer needs. For example, we’re just about to establish new customer support centers in Hungary and India. We’re also working closely with customers in the automation sector to develop integrated systems that extend the capability of cobots and to replace traditional fluid power devices with solutions that offer a far better combination of performance, reliability, energy efficiency and safety.
Country Manager for the United States, Tarek Bugaighis, comments, “The launch of Ewellix represents the start of a new journey for the company. We have a proud heritage and a very strong team and product range. As Ewellix, we have the independence and flexibility to be able to respond even faster and more efficiently to the needs of our customers across industry. Not only that, but we now have greater freedom at a local level to innovate, apply fresh thinking, create new business models and use our skills, experience and resources to help customers develop ever more effective solutions to the challenges facing industry, today and in the future.”
For more information about the company, visit www.ewellix.com.
Featuring high-speed performance and load capacities that exceed existing full ball standards, THK’s new Type BSM ball screw is ideal for use in machine tools. The Type BSM uses a newly developed circulation structure and a large lead to meet high-speed performance demands. The DN value is 170,000, contrasted with 130,000 in conventional products. The unique groove design and double groove structure of the Type BSM improve load capacity, and meet the requirements of machine tool applications.
Image may be NSFW. Clik here to view.
The Slim Nut Type BSM-B conserves space with a nut diameter up to 14% more compact than THK conventional ball screws. An extended overall length and increased number of loaded circuits ensures optimum rigidity. The Type BSM is available with screw shaft outer diameters ranging from 36 to 63 mm with maximum speeds of 5,000 rpm.
THK manufactures the widest range of linear motion products, including LM guides, ball screws, mechanical actuators and ball splines and more. All THK products have been designed and manufactured to meet the strictest requirements. THK’s experienced Global Engineering Team can provide customized linear motion solutions from their standard linear motion products as well as from mechatronics products for the most demanding applications.
Ball screw drives incorporate two primary moving components: the rotating screw shaft and the nut that traverses the screw. (The radial bearings that support the screw shaft play a minor role for the purposes of this discussion.) This means that to accurately determine the maximum allowable speed of a ball screw assembly, there are two distinct factors that need to be taken into account: the critical speed of the screw shaft and the characteristic speed of the ball nut.
Ball screw critical speed
The critical speed of a ball screw is the first order natural frequency of the screw shaft.
Image may be NSFW. Clik here to view.
As a screw shaft rotates, it begins to whip – much like a jump rope. This behavior limits the screw’s critical speed.
A screw shaft will naturally experience some bending, or sagging, due to its own weight. As the screw rotates, it tends to vibrate, or whip (think of a jump rope), due to the combination of this bending and its rotational speed. If the screw’s rotational frequency matches its first order natural frequency, resonance can occur. This resonance, together with the bending, can cause serious damage or catastrophic failure of the screw assembly.
Critical speed depends on the screw’s end support method, its unsupported length, and its root diameter. Most manufacturers also recommend applying a safety factor — typically between 0.5 and 0.8 — to ensure the screw does not approach or exceed its critical speed.
Image may be NSFW. Clik here to view.
Where:
nc = critical speed (rpm)
k = factor based on end support bearings
dn = root diameter of ball screw (mm)
Lcr = unsupported length of ball screw (mm)
It’s important to note that for ball screw assemblies with preloaded ball nuts, the nut acts as a fixed support, so the unsupported length (lcr) will be the greatest distance between the nut and the end of the screw.
Image may be NSFW. Clik here to view.
If the ball nut is preloaded, the unsupported length (lcr) is based on the greatest distance between the ball nut and the end of the screw. For non-preloaded ball nuts, the unsupported length is simply the length between bearings (l). Image credit: Bosch Rexroth
Another important point about critical speed is that it can typically be disregarded for assemblies in which the screw is stationary and the nut is driven. Although vibrations in the nut can be transmitted to the screw shaft — especially if the nut has high radial or axial runout — the effects on the screw will be small and can typically be disregarded.
Ball nut characteristic speed
Unlike the critical speed, which is determined by factors related to the screw shaft, the characteristic speed of a ball screw assembly is governed by factors related to the ball nut.
Specifically, characteristic speed is limited by the forces imparted on the balls during recirculation. These forces are determined by the mass of the balls and their speed as they travel through the nut, which depends on the ball nut design and the ball return method. Ball nuts with internal ball recirculation paths typically have higher characteristic speeds than ball nuts with external return circuits.
Characteristic speed is often referred to as the “DN” value of the nut because it is determined by multiplying the nominal diameter of the screw (d0) by the maximum allowable rotational speed (nmax).
Image may be NSFW. Clik here to view.
DN values are specified b the manufacturer and typically vary between 60,000 and 150,000 mm/min depending on the type of ball nut. In sizing and selection, the DN value is used to determine the maximum speed (nmax) of a screw assembly based on the nominal diameter of the screw.
However, using the DN value to determine maximum speed may give invalid results for very small or very large diameter screws. In these cases, it’s important to check the manufacturer’s published maximum speed for the specific ball nut, diameter, and lead.
Backlash is an inherent property of lead screw assemblies due to the sliding motion between the screw and the nut. For some applications, a certain amount of backlash, or “play,” can be tolerated, but applications such as positioning, dispensing, or assembly often require a level of precision and repeatability that can’t be achieved if backlash is present.
Helix Linear gives a simple but useful definition of backlash:
Backlash is the relative axial movement between the nut and the screw without rotation of either one.
To address these applications, lead screw manufacturers have developed ways to compensate for backlash, although there are drawbacks to reduced-backlash or zero-backlash designs. First, backlash compensation typically increases the nut diameter, length, or both. Second, to eliminate or reduce backlash, the clearance between the screw and the nut must be eliminated or reduced. When clearance is removed, sliding friction between the components increases, causing higher heat generation, reduced efficiency, and shorter life.
Backlash compensation methods typically follow one of two basic designs. However lead screw manufacturers have developed variations of these designs in an attempt to ensure that backlash reduction (or elimination) remains consistent throughout the life of the screw assembly, even as the screw and nut wear. There have also been recent advancements in anti-backlash nut designs to minimize the added friction (and increased drive torque) that results from backlash compensation.
The most basic method for reducing or eliminating lead screw backlash is to use a spring (or other compliant element, such as a washer) to axially force two nut halves against opposite flanks of the screw thread. This design is relatively simple, and the use of a spring ensures that backlash reduction is maintained over a certain amount of component wear.
Image may be NSFW. Clik here to view.
In this backlash compensating design, a spring forces two nut halves onto opposing flanks of the screw thread. Image credit: Haydon Kerk
The downside of this method is that backlash won’t be compensated if the load is greater than the force from the spring. A higher load can be addressed with a stronger spring, but a stronger spring causes more friction between the nut and the screw, which reduces efficiency and requires more drive torque to overcome. The use of a spring or compliant element also means that axial stiffness is relatively low.
Image may be NSFW. Clik here to view.
Image credit: Helix Linear
A variation of this design uses a nut with “fingers,” or protrusions, that can be pushed into the screw threads via radial force. This radial force is delivered by a spring that forces a ring onto the fingers, causing them to bend downward into the thread, reducing or eliminating clearance between the screw and nut. This design enables backlash reduction or elimination even if the load is greater than the spring force, and it has a smaller effect on friction and drive torque than the traditional design.
Another design that applies radial — rather than axial — force to the nut to eliminate backlash uses a spring that is essentially wrapped around the outer body of the nut. This design maintains consistent backlash reduction (or elimination) regardless of wear, and it can be adjusted to meet the application requirements for preload, friction, and running clearance.
Image may be NSFW. Clik here to view.
The “constant force” nut from PBC Linear uses a spring wrapped around the outer nut housing to deliver radial force to the nut. This radial force pushes “fingers” in the nut into the screw thread to eliminate backlash.
In a previous motion-sizing article, we reviewed how to properly specify a ballscrew-driven motion axis. Here we review how engineering teams can use a similar approach for sizing rack-and-pinion-based servomotor-driven axes on the same five-axis gantry. We’ll use manufacturer software to work through the application.
By Sixto Moralez • Regional motion engineer | Yaskawa America Inc.
Rack-and-pinion mechanisms include a circular gear (the pinion) typically made of steel with equally spaced teeth. This pinion engages a linear gear (the rack) to convert rotational motion into translational motion. A servomotor directly drives the pinion to either cause the servomotor-pinion assembly (and attached loads) to travel along the rack or (less commonly) to cause the rack (and attached loads) to advance and retract.
Image may be NSFW. Clik here to view.
Rack-and-pinion systems often serve as the mechanical drives on stage-assembly base axes.
So assume the Z axes (Z and Z prime) are ballscrew mechanisms sized with the approach we detailed in our last installment. (Visit linearmotiontips.com and search Sixto for this article.) Also assume our design’s axes X and Y (Y and Y prime) are rack-and-pinion mechanisms.
With such multi-axis systems, the easiest approach is to start the sizing at the smallest or most distal axes (in this case, our X axis) because these axes’ overall weight and any masses they bear will be part of the payload for the system’s larger upstream axes (here, Y and Y-prime). So, let’s start with the X axis.
Image may be NSFW. Clik here to view.
The mass of smaller axes (including payload, servomotor, and so on) borne by larger axes factor into the total calculated payload for the latter.
Image may be NSFW. Clik here to view.
Shown here is the naming convention we use in this article’s calculations.
Image may be NSFW. Clik here to view.
This is a 3D printer gantry using a rack-and-pinion set.
Payload is a 30-lb tool that must move side to side along the rack. The fastest speeds reach 20 feet per minute. Currently the system doesn’t have the torque needed for the move. Thus proper sizing is critical to ensure the new servomotor will be able to move and control the load on the rack system.
First step: Entering data in sizing software
We use a step-by-step approach to entering data into our motor and drive manufacturer software, about the Rack-and-pinion system to have the ability to select a servomotor. Let’s begin with the Pinion. Questions to ask are:
What is the diameter of the pinion? Is the measurement in millimeters or inches? Assume our pinion is 3 inches in diameter. We will use this to determine the circumference of the pinion for distance travelled.
Who is the pinion manufacturer? HDK? TSK Machinery & Engineering? WITTENSTEIN?
What is the thickness of the pinion? What is its width? Assume for our example our pinion is 1 in. wide.
What is the density of material? Pinions are often manufactured of steel, but some are made of aluminum. If unsure of the pinion’s material, some software includes a calculator to closely estimate the material composition that factors into its inertia.
What is the pinion’s pitch-circle diameter (PCD)? Generally, the PCD of a pinion is defined by its outer diameter.
Image may be NSFW. Clik here to view.
Shown here are some of the definitions relating to rack-and-pinion geometry.
Image may be NSFW. Clik here to view.
Getting the linear distance traveled from a pinion of a given diameter is fairly straightforward — especially with design software.
Calculating the move profile
The move profile of a rack-and-pinion axis is calculated in terms of linear distance. To get a safe move profile estimate, it’s always best to use stroke and acceleration values associated with a worst-case scenario. As previously stated, the maximum speed for our example 3D-printing application will be 20 feet per minute and the end user would like the axis to execute this speed within one minute.
Here, it’s easiest to enter anticipated move values in the software (in metric or U.S. standard units) to calculate the worst-case move profile. That’s because within design software, modifications to the acceleration ramps can be adjusted by Accel and Decel entries — as well as the type of units to use.
Design tip: Use pauses or dwells at the end of each move and a return move to start at the beginning.
Image may be NSFW. Clik here to view.
Yaskawa’s SigmaSelect software allows easy calculation of an axis’ motion profiles.
Servomotor and gear selection within software
To reiterate — choosing a servomotor for an application needn’t be tedious. Selection software accepts data about a given axis’ parameters to yield one or more servomotor options to satisfy the application. In fact, some manufacturers’ design software integrates with digital catalogs to provide specific recommendations. That’s particularly useful for the final selection of servomotors — as each series and model can have unique advantages and limitations.
For our rack-and-pinion axis, software will recommend low-inertia servomotors for small capacity applications.
Some software will also recommend the inclusion or omission of a gearbox — usually with industry-standard 3:1, 5:1, 10:1, 15:1, and 20:1 ratios. Where partnerships support it, final recommendations can take the form of fully integrated gearmotors. If ratios or gearbox types presented aren’t optimized to the design, particularly flexible software will allow the manual entry of third-party gearbox specifications. These values include the gearbox ratio, inertia, and efficiency.
For example, adding a 3:1 gearbox to the servomotor for our application will actually let us choose a slightly smaller gearbox — a 200-Watt version instead a 400-W version — for an upfront motor cost that is 25% lower.
Image may be NSFW. Clik here to view.
Many sizing-software offerings will make specific component recommendations from the manufacturer. For example, Yaskawa’s Sigma-7 series servomotors are recommended by its SigmaSelect software to meet exacting automation and motion-control requirements. For the application example we present in this article, SigmaSelect identifies a Yaskawa low-inertia SGM7J servomotor as a suitable selection. This line includes motors that output 50 W to 1 kW of power.
More specifically, it identifies the SGM7J-04A 400-Watt servomotor (accepting three-phase 200 Vac input) as the best match for the parameters we’ve set. If the application requires more speed but not a lot of torque, Yaskawa SGM7J or SGM7A-series motors maybe more suitable. Conversely, if the application requires more torque and not a lot of speed, SGM7G-series motors may be best. Where an application has dimensional constraints, SGM7P-series may be necessary. For a full list of servomotors from this line, visit www.yaskawa.com/products/motion/sigma-7-servo-products.
Regeneration, connectivity, and reports
Advanced servo-design software will indicate if a regenerative resistor is needed and what capacity should be selected. For more information on regeneration, please visit motioncontroltips.com and search: Don’t forget these two things when selecting an amplifier.
Additional drive parameters to be entered include the power input and drive type — as well as any requirements for analog pulse control as well as EtherCAT or Mechatrolink-III connectivity, for example.
Look for servomotor selection software that can do the above and deliver full design reports to share with end users for machine-performance verification.
Image may be NSFW. Clik here to view.
Shown here are the values of a regeneration report.
Image may be NSFW. Clik here to view.
Reports from some software can summarize the basic design setup.
Synchronous belts are common in motion systems, providing smoother operation and better high-speed performance than chains and lacking the problems of slipping and stretching that can plague V-belts in precision applications. But one downfall of synchronous, or toothed, belts is the noise they produce. Although quieter than a chain drive, a synchronous belt can still generate noise that is unacceptable for some applications and environments.
Image may be NSFW. Clik here to view.
Synchronous belts rely on tooth engagement between the belt and pulley to transmit power. Image credit: Gates Corporation
The noise from a synchronous belt is, for the most part, caused by the very feature that makes synchronous designs a better choice than chains or V-belts: meshing between the belt and the pulley. First, the simple impact of the belt engaging with the pulley creates noise often compared to a “slapping” sound, which is especially prominent at lower belt speeds. Second, as belt teeth engage with pulley grooves, air is trapped between the two components and then evacuated, making a sound that can be likened to air escaping from a balloon. This phenomenon is a significant contributor to belt noise at higher speeds.
Image may be NSFW. Clik here to view.
Image credit: Pfeifer Industries
Another factor that contributes to synchronous belt noise is belt tension. Synchronous belts are typically operated under high tension and, therefore, easily resonate (like a plucked guitar string). Belt and pulley materials can also play a role in noise. For example, polyurethane belts typically exhibit more noise than neoprene (rubber) materials, and polycarbonate (thermoplastic polymer) pulleys tend to be noisier than metal pulleys. Noise generated by pulleys is also related to the dimensional accuracy of the pulley, which determines the smoothness of meshing between belt teeth and pulley grooves.
Add together the effects of these various factors, and you can easily end up with a belt driven system that produces uncomfortable or even detrimental amounts of noise — especially when multiple belt systems are operating in close proximity. But there are ways to reduce the levels of noise produced by synchronous belts.
From a sizing and design standpoint, the noise generated by a synchronous belt is directly related to the belt width and belt speed. (Belts with larger widths tend to resonate more, and higher belt speeds generate not only more noise but also higher frequency noise.) Noise is also inversely related to the diameter of the pulley. Therefore, a few easy ways to reduce noise — if the application allows — are to reduce the belt speed, use a smaller width belt, or use larger diameter pulley.
From a mounting and operating standpoint, noise can be reduced by ensuring the pulleys are properly aligned, since angular misalignment (parallelism of the pulley shafts) can lead to contact between the belt and the pulley flanges. And if the belt isn’t properly tensioned, there can be unnecessary interference between the belt teeth and pulley grooves, which is another factor that contributes to unnecessary noise.
Image may be NSFW. Clik here to view.
Angular misalignment of pulleys can cause belts to track to one side. Image credit: Pfeifer Industries
Some manufacturers offer synchronous belts that are designed to be “low-noise.” From a manufacturing standpoint, noise can addressed by applying a nylon covering to the toothed side of the belt, which reduces noise that occurs during meshing. And cutting grooves into the pulley provides a low-pressure path for air to escape as the belt and pulley mesh.
Another low-noise modification is to alter the geometry of the tooth profile to improve the “rolling action” as the belt teeth mesh with the pulley. One such design uses what is referred to as an “offset double helix pattern” for the belt teeth. In this design, the belt has two sets of teeth side-by-side, but offset by 180 degrees, so the frequency of noise generated by one set of belt teeth (one side of the belt) is 180 degrees out of phase with the frequency of noise generated by the other side, effectively canceling the noise.
Image may be NSFW. Clik here to view.
With an offset double helix pattern, the noise generated by teeth on one side of the belt is 180 degrees out of phase with the noise generated by teeth on the other side, so the noise is cancelled. Image credit: ContiTech