Ewellix, formerly SKF Motion Technologies, has developed new actuators which deliver forces up to 82 kN and speeds of 1 m/sec, to provide real-time, accurate information that improves machine productivity.
With the newly designed Ewellix actuators, production line upgrades are now possible without major modification of existing machine layouts. The new CASM-100 and LEMC actuators feature integrated force sensors within the body of the actuator to provide a precise measurement of the torque being delivered from the motor through the internal ball or roller screw, even when the actuator is stationary. In addition, the sensor acts as a temperature-monitoring device that activates an alarm if the actuator is at risk of overheating.
This configuration provides operational information in real-time, which can be communicated to higher-level control systems. As a result, it’s possible to improve overall performance and productivity, with greater safety.
Image may be NSFW. Clik here to view.
Damien Ehry, Global Business Support Manager at Ewellix, says: “This is an exciting development for the CASM-100 and LEMC actuators. Both types of actuators are available in multiple combinations covering a wide range of applications which makes them particularly popular with manufacturers and design engineers. Increased accuracy, flexibility, high performance and reliability of these actuators all adds up to improved productivity and lower maintenance costs for our customers compared with traditional hydraulic systems.”
“The built-in sensors improve on this further,” adds Ehry. “Accurate measurements can highlight how space and energy savings can be achieved through downsizing attachments. This leads to an overall cost reduction of the production line, while still delivering safer manufacturing processes.”
A further advantage of having the Ewellix IoT-ready actuators with sensors is that when converting from a hydraulic system to an electro-mechanical one, it is easier to specify the correct sized actuator for the job. By using a prototype to replace one of the actuators before installing across the entire production line, manufacturers looking to switch to an electro-mechanical process can potentially benefit from even more cost, space and weight savings.
Feedback options for linear motors and direct-drive torque motors abound. The most common employ optical, magnetic, capacitive, or inductive measurement. Here we explain how the key application parameters of precision, cost restrictions, and insensitivity to mechanical characteristics and environment dictate which technology is most suitable.
Machines operate most efficiently and precisely when their axes are well controlled. Encoders in particular excel where precise motion tracking is necessary. These can take the form of rotary and linear motor feedback built into the drive frame to measure velocity and motor position. The most suitable encoder type and model economically satisfies requirements for precision and ruggedness.
Image may be NSFW. Clik here to view.
Shown here from left to right are optical, magnetic, capacitive, and inductive solutions for motion feedback.
Consider optical feedback — the subtype that’s been in the market longest. Optical-based feedback remains the gold standard for accuracy. Only since the early 2000s have magnetic, inductive, and capacitive offerings been commercially available for industrial applications. These other technologies don’t tend to deliver the accuracy of optical systems but are more cost effective and rugged and reliable where dust, liquids, vibration, and shock are involved. In fact, magnetic systems are particularly cost effective.
As we’ll explore in more detail, motion axes with longer-than-average strokes benefit from the price advantage of magnetic-based feedback over other measurement technologies. While capacitive-based feedback is most economical of all (due to lower material costs) magnetic options have maximum robustness. That’s especially true for applications exposed to humidity — and implementation of capacitive systems requires complex and expensive protective housings.
Motion applications with significant exposure to shock, vibration, dirt, or lubricants are inappropriate for fragile and sensitive optical-based feedback. The magnetic insensitivity of optical-based feedback does preclude other options where that’s an issue — especially on linear axes in the machine tool and medical industries. But the percentage of applications for which magnetic interference is an issue is quite small; typically, the magnetic field around an axis must be five times that of the magnetic feedback device to pose an interference problem. This is also quite rare as direct-drive and linear-motor manufacturers (for the sake of energy efficiency) have worked to make their motors’ fields as concentrated as possible in volume between the rotor and stator (or linear forcer and platen).
Image may be NSFW. Clik here to view.
Linear-motor feedback option image courtesy SIKO Products Inc.
Basics of direct-drive motors
Direct-drive motors are so called for how they directly connect to the load with no intermediate gear or rotary-to-linear mechanism. Rotary direct drives (also called torque motors) are increasingly common in robotics. Linear direct drives (in the form of linear motors) are indispensable on positioning drives for machine tools and other axes needing top accuracy of path and constant velocity. In fact, linear motors impart a good force-to-mass ratio and unbeatable synchronization of axes.
Image may be NSFW. Clik here to view.
Shown here are two schematic views of motor feedback solutions — on linear and torque motors.
Most linear motors today include permanent-magnet arrays and a coil through which ac power is applied. The alternating field prompts the coil to advance through the varied magnetic field — or the other way around depending on what is fixed mechanically. Where the coil is integrated into a carriage, it moves along the magnet track while riding twin linear rails.
In contrast, torque motors for rotary axes are suitable for applications needing high torque and precise synchronization. These rotary direct drives work just like any other motor, but as a rule include a hollow center through which cables, compressed air lines, and other design elements pass or mount. Both rotary and linear direct drives necessitate feedback.
Motion-feedback requirements
Motor feedback is catchall term for position feedback on linear and rotary systems that include a controller, drive (to feed electrical power to the motor), and the motor itself. In such setups, the measurement system communicates information about travel direction, velocity, and precision with the controller.
Image may be NSFW. Clik here to view.
Modern controller solutions are indispensable for efficient drive engineering.
Key measures of a motor feedback systems are accuracy and repeatability. Usually (though not always) longer axes tend to need less precision … and magnetic-based feedback is often most suitable.
As we’ve mentioned, another key measure of a motor feedback system is ruggedness. This parameter often precludes technologies altogether. Case in point: The copious water required to cool tools in glass working renders optical and capacitive measurement systems (so sensitive to humidity) inappropriate — and only inductive or magnetic solutions are possibilities.
Besides these design objectives, another consideration for feedback is the motor-to-controller communication in use … as well as whether the feedback system should be incremental or absolute. Incremental systems are sometimes far more accurate than other offerings; Incremental outputs are also faster for control purposes. However, they necessitate a reference position upon initial energization to ensure the motor starts from a specified position. Such reference travel is unnecessary for absolute measurement systems. SIKO absolute encoders offers both incremental and absolute operation to deliver the benefits of both types of feedback.
Another consideration for rotary applications is the maximum shaft diameter, which can preclude certain feedback systems. Magnetic-based feedback options can handle large shaft sizes with an array of sealing options.
Astounding motion-controller technological advances over the last 15 or so years have spurred demand for increasingly advanced motor feedback. That’s especially true for modern controllers that can now serve in cost-efficient systems that basically run motors in absolute steady-state conditions.
Open and enclosed feedback modules
Open measurement systems are those without encapsulation or mechanical connection to the drive. These are most common, as they reduce part counts and give design engineers more installation options. In contrast, enclosed feedback systems encase the scale and sensor unit — for less adaptability but more ruggedness — including elements such as lip seals to prevent dirt ingress, for example. Such closed feedback systems are slightly more costly but indispensable in machine-tool builds and elsewhere.
Most all magnetic, capacitive, and inductive feedback systems come in open versions … with the added benefit of contactless operation for no wear on the scale and sensor unit. Optical feedback offerings are also non-contacting, with one exception — those designs with glass scales using a split mechanical housing for protection.
More about optical feedback
Optical systems based on light and glass scales differ from those based on from epi-illumination or laser technology. These track position using the Talbot effect: When electromagnetic wave signals incident upon a surface grated for diffraction, that grating’s image repeats at regular distances somewhere away from its plane. Where employed for motion sensing, this brightness distribution is measured by a read head. The grid behind the sensor head is exposed to monochrome electromagnetic waves for wider light distribution behind the grating. Resulting position values then go onward to controls as A, B, R digital-count pulses.
As a rule, laser-based systems use a thin metal strip as the scale. Many such scales are flexible enough to allow winding or coiling. This is an advantage over rigid yet fragile glass scales.
But glass-scale systems can be designed very precisely. Measurement accuracies to 3 µm or better are possible … and with such small error per meter of travel, glass-scale-based feedback excels on shorter linear axes. (Axes many meters long would necessitate prohibitively expensive transport and installation of long glass rods.)
Image may be NSFW. Clik here to view.
Shown here is a high-precision glass scale with guided sensor head.
As mentioned earlier, a drawback of glass scales is their intolerance of mechanical impact, shock, and vibration. When used under such conditions, such scales require protective measures to prevent shattering. But the benefits of optical scales abound: The accuracy of many optical sensors reach ±5 mm and resolutions are to 0.05 mm. Optical-scale gradations (which partially define accuracy) are commonly to 20 mm. Then finer values are interpolated in sensor electronics and further processed by a system controller. High dynamics and the ability to return high-precision feedback with unbeatable accuracy, repeatability, and resolution even on very fast-traveling axes are key benefits of optical systems.
Another advantage of optical systems is insensitivity to magnetic disturbances. Consider how linear motors generate electromagnetic fields capable of degrading the signals of magnetic sensors if the sensor head and tape are installed too close to the motor. Avoiding this issue with magnetic sensors is easy — by using a shield or maintaining a defined safety clearance between motor and sensor … but again, this is not a design concern at all with optical-based feedback.
Optical measurement systems do suffer from sensitivity to dust, oils, and fats in the environment, as well as condensation on the scale where high humidity combines with temperature fluctuations. Protective housings can indeed prevent dirt and condensation from settling on the sensor but incur added cost.
Generally speaking, optical sensors cost about twice that of magnetic sensors … and the magnetic scale for an especially long axis might be about 60% cheaper than a comparable optical scale.
Magnetic measurement systems
With magnetic measurement systems, the sensor travels sans contact over a magnetic tape (sometimes called a code strip) applied to a steel carrier a few tenths of a millimeter thick. This scale is magnetized with pole pitches to spur generation of digital signals when a read head passes over these magnetic poles and scans them. The read head recognizes the tape’s divisions and converts the resulting data into high-resolution path information for control electronics to use in adjusting servo commands.
Image may be NSFW. Clik here to view.
Shown here is a high-resolution incremental magnetic sensor from the SIKO MagLine series. Engineers have used MagLine sensors on linear and rotary direct drives for many years. One exclusive variation from the SIKO product line is that of a magnetic feedback system that uses the motor’s magnets as the scale. Such designs must always be custom-designed and calibrated to the specific axis at hand — but that can be worthwhile where simplicity and eliminating additional cost for the scale benefit the overall design.
Consider one application — that of gantry drives with very long linear motors. Such designs must travel very quickly from one point to another but accuracy and precision requirements aren’t particularly strict. Here, one well-suited magnetic-sensing technology is that of a read head that uses the motor’s magnets as the linear scale.
Magnetic systems (just like inductive systems, which we’ll explore shortly) are resistant to dirt, oils, and humidity. In fact, magnetic scales can even work in areas of a machine subject to oil baths. Magnetic-based feedback also withstands shock and vibration for applicability in the most challenging designs — on off-highway and mobile equipment operating outdoors, for example. Magnetic measurement technology can also survive harsh applications such as stone and glass working. What’s more, the flexibility of the magnetic tapes means it can be shipped and stored coiled in rolls and then cut to size as needed.
Because the scale and even the mode of operation are so resilient, magnetic sensing lets design engineers mount the scale and read head fairly far apart if needed — even to several millimeters. This isn’t possible with other systems … for example, optical systems have such a delicate grid structure that the distance between the scale and head should never exceed a few tenths of a millimeter. While inductive technology has scale divisions of one millimeter to also allow wider scale-to-head distances, its read electronics tend to be bulkier than those of magnetic systems.
Drawbacks of magnetic systems are that they have lower absolute accuracy, resolution, and repeatability than optical designs. As mentioned, magnetic sensors are also sensitive to external magnetic sources of interference.
More on feedback based on capacitive means
Capacitive-based motion feedback is based on interactions between two mutually chargeable plates. Position changes between a printed circuit board (PCB) scale and read head prompt the generation of an electric signal for use by a controller. Such feedback operation is applicable to linear motion but limited by scale length. That’s why capacitive-based feedback is far more common on rotary axes driven by torque motors. In fact, they’re often used where it’s too costly or complicated to integrate an optical glass scale into a motor shaft or rotor.
Image may be NSFW. Clik here to view.
This is a capacitive scale in a compact design.
The main strength of capacitive-based feedback systems is cost effectiveness. That’s because the materials in capacitive sensors are inexpensive. In addition, capacitive sensors are designed to fit on specific rotary motor types — though this also tends to restrict their use with only a few motor-construction types.
The serious disadvantage of capacitive systems is their sensitivity to humidity. That’s why capacitive sensors are inappropriate for designs subject to washdown or where water is used to cool tools, for example.
Deep dive on inductive-based motion feedback
Inductive systems include etched scales just like optical systems. That means the reference gradient is also quite fine — though here the tape is made of steel. As with magnetic-based feedback, the scales can be quite long — so that 30 to 70 meters of coilable scale is common. The read head uses multiple small coils through which current is sent; current variations induced by traveling over the scale fields or slots form the signals from which relative movement or position is tracked.
Image may be NSFW. Clik here to view.
Inductive measurement systems combine precision, high resolution, and repeatability.
The accuracy and resolution of inductive-based motor feedback are comparable to those of magnetic systems.
One key advantage of inductive systems is insensitivity to external magnetic fields. Inductive systems are slightly more expensive than magnetic offerings, mostly because inductive read-head electronics are more complex. The scales have comparable prices.
Common motion applications with magnetic-based feedback
Material-handling automation: Requirements for handling automation equipment vary. Semiconductor handling might need a machine to quickly place thousands of tiny components on circuit boards with repeatability to within hundredths of a millimeter. In contrast, a collaborative robot might need to move boxes containing fully finished smartphone over several meters to feed a conveyor with accuracy to within a rather forgiving ±10 mm.
Consider the mass assembly of smartphones. Myriad components must be assembled very quickly and efficiently. Typically, the PCB circuit boards are prepopulated with subcomponents, but the separate phone components must still be joined. Here, automated machinery must position parts to within 0.1 mm. That means inductive or magnetic systems are most likely to be used — as the extremely high precision of optical systems is unnecessary here.
Image may be NSFW. Clik here to view.
Linear direct drives with magnetic motor feedback excel in glass-working applications. Contrast this task with the filling of PET bottles with mineral water in the food and beverage industry. Optical and capacitive systems won’t work here— but magnetic-based feedback will. Or consider the dustiness found in certain cardboard-packaging operations. Optical systems are out, but capacitive or magnetic systems may be appropriate.
Machining: CNC-operated woodworking involves the milling of wood contours into mass-produced doors and furniture. Such operations generate sawdust that inductive and magnetic systems survive quite well.
In the same way, stone and glass working generate abrasive byproducts. But especially for window fabrication, relatively long linear motors must work quickly to efficiently transport tools between machining stations. High dynamics and fast adjustment of axes are needed — which means magnetic-based linear feedback is fairly common here.
Back in the semiconductor industry, so-called depaneling machines separate relatively large PCBs into smaller circuit boards. Usually dozens of smaller PCBs are held together by crosspieces. Snapping apart the separate boards generates a lot of dust — making magnetic measurement technology useful here too. Magnetic systems are also very compact — making them more appropriate than some inductive systems.
Image may be NSFW. Clik here to view.
Magnetic motor feedback works reliably even in applications producing great quantities of dirt.
Robotics: Virtually all motion-feedback systems work in robotics. Various options are combined with the increasingly common variation of robot arms that encapsulates all subcomponents and uses small to medium torque motors at each joint. But the customer-specific compact design of magnetic systems is especially suitable for integration into robot systems.
Pick-and-place applications: Precision is paramount in the automated populating of PCBs. Components including resistors, condensers, and microchips must be positioned exactly on the PCB before soldering. Optical and inductive systems are predominantly used for this purpose. But magnetic measurement technology can also be used if there’s low packing density and the design needs to be cost effective. Although the components used for populating PCBs are tiny and need precise guidance and positioning by the pick-and-place machine, magnetic sensors on some axes may be sufficient depending on the requirements for precision.
Image may be NSFW. Clik here to view.
This pick-and-place unit includes linear direct drives fitted with SIKO magnetic-based feedback for position detection.
PCB working in the semiconductor industry: Optical sensors are also used in semiconductor production and inspection machines. For instance, chips are often bonded with gold or aluminum wires in cleanrooms. On integrated circuits, electronic component connections are made approximately 1 µm into the board surface … so making these connections requires absolute precision leveraging the use of optical sensors — which are 100% free from hysteresis.
Image may be NSFW. Clik here to view.
Positioning tasks with particularly demanding requirements for precision (as on PCB wire bonders, for example) usually employ optical measurement systems.
Analytical and medical technology: Precision is a top design requirement for medical and analytical equipment. Patient-positioning benches for computer tomography (CT) imaging can use magnetic-based measurement technology on axes for adjusting height, inclination, and position. The tube of the CT — a large torque motor with a hollow shaft having an 800-mm or larger diameter — can also use a magnetic sensor. Absolute accuracy plays a minor role here; fast reproducibility and high repeatability matter due to the high dynamics when scanning the patient.
Image may be NSFW. Clik here to view.
High-speed pipetting machinery uses absolute feedback from SIKO Products.
But analytical technologies demand even higher repeatability. Here, magnetic systems work on some axes for liquid handling: Pipetting robots quickly grasp, transport, and dispense liquid vials from sample storage vessels in very accurate and small quantities. Accurate travel between stations is vital, as the individual samples are so close together.
In a previous post, we looked at the stress-strain curve and its relationship to various aspects of material strength — tensile strength, yield strength, and fracture strength, for example. And while we often think of materials and structures in terms of strength, technically, “strength” is a measure of how much force a material can withstand before permanent deformation or failure occurs. For proper running of linear guides, actuators, and other motion components, however, it’s typically more important to know how much deflection the object will experience under a given load — in other words, the more important property is the object’s stiffness.
A material’s stiffness indicates its ability to return to its original shape or form after an applied load is removed.
When a material is subjected to a load — its own unsupported weight, an external applied load, or both — it experiences stress and strain. Stress (σ) is an internal force on the material caused by the load, and strain (ε) is the deformation of the material that results from this stress. The ratio of stress (force per unit area) to strain (deformation per unit length)is referred to as the modulus of elasticity, denoted E.
Image may be NSFW. Clik here to view.
The ratio of stress to strain is also referred to as a material’s elastic modulus, tensile modulus, or Young’s modulus.
According to Hooke’s Law, the modulus of elasticity is the slope of the linear portion of the stress-strain curve, up to the proportional limit (also referred to as the “elastic limit”), labeled below as point A.
Image may be NSFW. Clik here to view.
A material that is strong can withstand high loads without permanent deformation. A material that is stiff can withstand high loads without elastic deformation. Another material property sometimes confused with strength or stiffness is hardness. Hardness defines a material’s ability to resist localized (surface) deformation, often due to friction or abrasion.
Unlike strength, a material’s stiffness, or modulus of elasticity, is an inherent property of the material, and external factors such as temperature or material processing have very little effect on its value.
It’s important to note, however, that in practical applications, the stiffness of a structure depends on both the material’s modulus of elasticity and the structure’s geometry in terms of planar moment of inertia (also referred to as second moment of area). Planar moment of inertia, I, expresses how the material’s area is distributed around the axis of motion.
The product of modulus of elasticity and planar moment of inertia is sometimes referred to as the material’s flexural rigidity (EI).
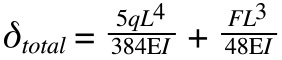
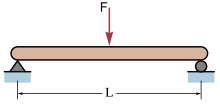
In equations for deflection, both stiffness factors — the modulus of elasticity (E) and the planar moment of inertia (I) — appear in the denominator. This makes sense because deflection is inversely related to stiffness.
Image may be NSFW. Clik here to view.
Image may be NSFW. Clik here to view.
Total deflection of a simply supported beam with a point load in the center. Note that the modulus of elasticity (E) and the planar moment of inertia (I) are in the denominator of both parts of the equation. Image credit: wikipedia.com
In other words, the higher the material’s modulus of elasticity and the higher the object’s planar moment of inertia, the less the structure will deflect under a given load.
The new SG121 wire-actuated encoder from SIKO features measuring lengths up to 12 m with an installation depth of just 70 x 85 x 105 mm.
The robust aluminum housing, coupled with impact-resistant plastic, survives even the harshest of operating conditions. Temperatures between -40 and +80°C, high shock and vibration loads, dirt, dust and water make no impression on the wire-actuated encoder. For outdoor applications in low temperature ranges, a version with integrated water drain holes is also available. This prevents water that has penetrated the sensor from freezing at below-zero temperatures, increasing service life.
The flexible 58 mm flange system can be used with almost any interface. The customer can select the interface appropriate for the application, whether it’s an incremental interface such as HTL or TTL, or an absolute interface such as analog, SSI, CANopen, SEA J1939, CANopen Safety, Fieldbus or Ethernet.
Image may be NSFW. Clik here to view.
The wire outlet also sets quality standards. With the unique Wire-Flex technology, it’s possible to ensure that the wear on the wire is kept to a minimum, even if it pulls out at an angle. The conical shape of the wire outlet and the various types of wire ensure that any deposits on the wire can be removed easily. The wire-actuated encoder automatically compensates for mechanical tolerances in the machine or vehicle and protects the function and service life of the measurement system – even in harsh ambient conditions.
The SIKO SG121 wire-actuated encoder provides increased safety in combination with the redundant WV58MR safety rotary encoder and can be used in the overall system in applications up to performance level d (PLd). This is made possible by the mechanical design and software specially designed for the purpose. Not only the electronics but also the mechanics are monitored and hazardous conditions are avoided.
Long measuring lengths and a housing that is as compact as possible are requirements not only in intralogistics applications, but with manufacturers of mobile machines. In stationary machine construction, too, it’s an important factor in the choice of sensors for new machine concepts.
Thomson Industries, Inc., a leading manufacturer of linear motion control solutions, has introduced an online instant quote tool that helps design engineers save time during the selection and purchase process of its customized 60 Case shafting. By providing real-time pricing and instant access to lead times for chosen products, Thomson’s intuitive, self-service tool allows designers to more quickly and easily procure the correct parts for their machines with special machined options.
For example, a user may require a custom coaxial hole, a flat, a journal reduction, or any other customization or combination thereof. With Thomson’s new online tool, users can easily make design changes in real time and quickly customize from different materials, including carbon steel, stainless steel or chrome plated. Thomson’s intuitive interface can also help users assign threads to tapped holes.
“Traditionally, this type of on-demand manufacturing has not been available for linear motion,” said Kyle Thompson, Thomson’s Product Innovation Manager. “We have created a tool that allows our customers to upload their 3D part model and instantly access our component’s price and lead time, and the ability to purchase.” The new instant quote tool also allows users to easily change material and quantity requirements with the click of a button.
Image may be NSFW. Clik here to view.
Thomson’s new online tool allows customers to upload their 3D part model to instantly access a shafting component’s price and lead time, and have the opportunity to purchase.
Thomson is committed and continues to enhance design engineers’ online experience, improving the ease and speed of the purchase process. “With the online tool, customers are able to complete the purchase process in just a few minutes, eliminating any wait time for a quote response,” added Thompson.“Users are able to immediately see how quantity affects pricing and can use this tool to optimize their designs and compare features in real time.”
Traditionally, engineers would be required to design a component using 3D modeling software, then create a toleranced 2D print to be manually submitted to Thomson for quoting. This process could take several days. Any changes to the 3D model would need to be reflected in the 2D print and then resubmitted for quoting. With Thomson’s new online instant quote tool, engineers can simply upload their 3D model to see price and lead time and are even provided with the option to order the product immediately. “The tool eliminates the need for a 2D drawing, enabling design engineers to upload a custom 3D model and select a specific part, configure materials and lead time, and get an instant quote,” said Thompson.
Image may be NSFW. Clik here to view.
The Thomson Instant 3D Quote Tool provides the benefits of real-time pricing and lead time adjustment as users configure material, quantity and priority.
The instant quote tool is currently available for Thomson 60 Case shafting, extending to applications requiring hardened shafts or pins, with other products in the works, including ball screws and lead screws. For more information on the Thomson instant quote tool, please visit: https://www.thomsonlinear.com/en/design-tools/instant-3d-quote-tool.
Linear bearings based on steel guide wheels often complement motor-based linear actuation in two challenging application types:
Long-stroke linear-motion axes as those driven by belts, linear motors, or rack-and-pinion sets
Linear systems in harsh environments subject to hot and humid conditions, abrasive materials, extreme loading, and corrosive chemicals.
Recall that wheel-based linear guides are systems that pair profiled wheels with precisely mating tracks — usually rounded, flat, or V-shaped — to impart guide and load-bearing functions to actuated linear axes. Much like the cam-follower assemblies or trolley wheels for square or hollow box-track linear rail, the profiled wheels contain at their core precision rotary bearings employing needle rollers or other high-load rolling-element variation for long life. Most variations include twin concentric wheels to bear load and eccentric wheels to hold the load-bearing wheels firmly against the working track — so all the wheels roll without skidding or slipping.
Image may be NSFW. Clik here to view.
Shown here are various sizes of Bishop-Wisecarver DualVee guide wheels. Profiled-wheel-based linear systems are relatively simple to install. They are also quieter than comparable square rail guides.
The environment dictates which wheel bearing type is most suitable. Where a linear axis is subject to light debris or washdowns, sealed bearings are necessary. Machine-tool applications and other designs subjecting the linear-guide wheels to even more copious or detrimental debris (such as metal shavings) necessitate wheels with fully shielded bearings to prevent brinelling, spalling, and premature failure.
Image may be NSFW. Clik here to view.
To size a linear-guide wheel, first calculate the radial and axial loads on every bearing element. Then define all static forces such as gravitational and inertial forces along with external forces such as tool pressure and payload direction and magnitude. Next factor these load values into service-life equations. Read this article for more information: Complete guide to selecting and sizing linear guide wheels for motion axes. Also consult manufacturer guidelines and software for specifics.
Steel and polymer profiled-wheel linear systems work in especially hot applications (to 120° C as in autoclaving) or even to a sustained 260° C with heat-treated stainless wheels and specialty lubrication. Stainless steel subcomponents are also indispensable for humid and corrosive settings. Steel wheel-based linear guides also excel in actuated applications consistently exposed to debris during operation, as they’re materially rugged and have geometry that tends to plow contaminants off the tracks. Guide wheels with steep side angles are especially good at clearing debris from their rails. Note that to prevent galling, the linear rails are usually harder than the wheels with which they pair. Many standard tracks are 1045 medium-carbon steel and 420 stainless hardened to 50 HRc. Otherwise (where the profiled wheels are made on engineered polymer) aluminum tracks are acceptable.
Image may be NSFW. Clik here to view.
Bishop-Wisecarver UtiliTrak linear-motion systems don’t require precise parallelism for accurate operation … and are forgiving of mounting errors and mounting surfaces that are slightly out of parallel. A DualVee guide-wheel assembly (and vee channel) serves as the captive motion side; a MadeWell crowned-roller assembly (and open channel) is on the other. Shown here is such a system with closeups of the MadeWell crown-rollers side. These rollers have curved running surfaces for smooth linear guidance … riding in precision-ground channels while accommodating up to 7° of misalignment and eliminating binding issues that can otherwise occur with parallel-mounted guide tracks.
The place and way in which the linear track is mounted greatly impact accuracy. Machine surfaces prepared to proper tolerances help the linear systems meet the same. Consistency helps prevent binding, sagging, and variable output. That said, profiled-wheel linear guides require less surface preparation than other linear systems based on square rail, for example — which necessitate flat and straight mounting surfaces. Though well-prepared machine surfaces boost accuracy and repeatability, the tracks of profiled-wheel guide even bolt to moderately inconsistent surfaces without causing running issues — even if the axis necessitates twin tracks in tandem. Off-the-shelf wheel-based linear guides support positioning to ±100 µm … and high-accuracy systems with drawn, hardened, and ground steel track support positioning to within ±25 µm.
As mentioned, preload can eliminate play between load-bearing wheels and track. The main rule is that preload never exceed the design wheels’ radial load capacity (minus any other radial load from the installation on the wheels). Preload equals the ratio of breakaway force to the coefficient of friction — minus applied load. Two other caveats are that applying preload can in some instances shorten linear-guide wheel life … and preload should never be used to compensate for assembly deflection.
Gantries differ from other types of multi-axis systems (such as Cartesian robots and XY tables) by using two base (X) axes in parallel, with a perpendicular (Y) axis connecting them. While this dual X-axis arrangement provides a wide, stable footprint and allows gantry systems to deliver high load capacity, long travel lengths, and good rigidity, it can also lead to a phenomenon commonly referred to as racking.
Image may be NSFW. Clik here to view.
The unique feature of a gantry system is the use of two, parallel X axes, with the Y axis connecting them. Image credit: Coord3
Any time two linear axes are mounted and connected in parallel, there is a risk that the axes don’t travel in perfect synchronization. In other words, during movement, one of the X axes can “lag behind” the other, and the leading axis will attempt to pull its lagging partner along. When this happens, the connecting (Y) axis can become skewed — no longer perpendicular to the two X axes. The condition where the X and Y axes lose orthogonality is referred to as racking, and it can result in binding as the system moves in the X direction as well as potentially damaging forces on both the X and Y axes.
Racking in gantry systems can be caused by a variety of design and assembly factors, but one of the most influential factors is the method of driving the X axes. With two X axes in parallel, designers have the choice of driving each X axis independently, or driving one axis and treating the other as a “slave,” or follower, axis.
In low-speed applications with a relatively small distance between the two X axes (short Y axis stroke), it can be acceptable to drive only one X axis and allow the second X axis to be a follower, with no driving mechanism. In this design, a key concern is the rigidity of the connection between the axes — in other words, the rigidity of the Y axis.
Since the driven axis is effectively “pulling along” the non-driven axis, if the connection between them experiences bending, twisting, or other non-rigid behavior, any difference in friction or load between the two X axes can immediately lead to racking and binding. And the longer the Y axis, the less rigid it will be. This is why the “driven-follower” arrangement is generally recommended for applications where the distance between X axes is less than one meter.
Image may be NSFW. Clik here to view.
When the distance between X axes is short, it can be acceptable to drive one axis and allow the other to be a slave, or follower. Image credit: Animatics
The more sophisticated drive solution is to use a separate motor on each axis, with the motors synchronized in a master-slave arrangement via the controller. In this arrangement, however, the travel errors of the mechanical drives need to be perfectly (or near-perfectly) matched — otherwise, racking and binding can be caused by slight deviations in the distance that each axis travels per motor revolution.
For high-speed, precision gantry applications, the drive mechanisms of choice are typically ball screws and rack and pinion drives. Both of these technologies can be selectively matched to provide similar linear error on each axis, avoiding some of the error stack-up that can occur in unmatched drive assemblies. Because belt and chain drives have pitch errors that are difficult to match and compensate, these are not generally recommended for gantry systems when the X axes are independently driven. On the other hand, linear motors are an excellent choice for parallel axes in gantry systems, since they have no mechanical error and can provide long travel lengths and high speeds.
Image may be NSFW. Clik here to view.
For gantry applications involving long travel and high speeds, linear motors are a good choice for independently-driven X axes since they have no mechanical error. Image credit: H2W Technologies
Another solution — somewhat of a compromise between the two options described above — is to use one motor to drive both X axes. This can be done by connecting the output of the motor-driven axis to the input of the second axis via a distance coupling (also referred to as a connecting shaft). This configuration eliminates the second motor (and the accompanying synchronization that would be required).
However, the torsional rigidity of the distance coupling is important. If the torque being transferred between the axes causes the coupling to experience “wind-up,” racking and binding can still occur. This configuration is often a good option when the distance between the X axes is between one and three meters, with moderate load and speed requirements.
Image may be NSFW. Clik here to view.
When the distance between the X axes is short (short Y axis stroke), one motor can drive both X axes via a connecting shaft between the two. Image credit: GAM
In Part 1 of this post, we looked at various methods of driving the X axes in gantry systems and how the drive method can influence the gantry’s tendency to experience racking. Another factor that can cause racking in gantry systems is lack of mounting accuracy and parallelism between the two X axes.
Image may be NSFW. Clik here to view.
Image credit: IntelLiDrives
Racking is the common name for a condition in which the parallel X axes in a gantry system don’t move in synchronization, causing the X and Y axes to lose orthogonality. Racking often results in binding of the X axes and potentially damaging forces to both the X and Y axes.
Any time two linear guides are mounted and operated in parallel, they require a certain tolerance in parallelism, flatness, and straightness to avoid overloading the bearings on one or both guides. In gantry systems, where the X axes tend to be spaced far apart (due to long travel on the Y axis), the mounting and parallelism of the X axes becomes even more critical, with angular errors being amplified over long distances.
Different guide technologies require varying levels of precision for parallelism, flatness and straightness. In gantry applications, the best linear guide technology for the parallel X axes is typically the one that offers the most “forgiveness” in mounting and alignment errors while still providing the required load capacity and stiffness.
Image may be NSFW. Clik here to view.
To help prevent racking in gantry systems, ensure sufficient parallelism between the X-axis guides and small flatness deviations between bearings. Image credit: Thomson Industries
Recirculating ball or roller profiled rail guides typically provide the highest load capacity and stiffness of all linear guide technologies, but when used in a parallel configuration, they require very precise mounting height and parallelism tolerances to avoid binding. Some manufacturers offer “self-aligning” versions of recirculating ball bearings that are able to compensate for some misalignment, although rigidity and load capacity may be reduced.
On the other hand, guide wheels that run on precision tracks require less accuracy in mounting and alignment than profiled rail guides. They can even be mounted to moderately inaccurate surfaces without causing running issues such as chattering and binding, even when two tracks are used in parallel.
Image may be NSFW. Clik here to view.
This gantry system uses wheel-based linear guides, which can be mounted on imprecise surfaces without causing issues with running characteristics or binding. Image credit: Bishop-Wisecarver
While alignment can be done with simple tools such as dial indicators and wires, the long lengths involved in gantry systems often make this impractical. In addition, aligning multiple parallel and perpendicular axes increases the complexity and required time and labor exponentially.
Image may be NSFW. Clik here to view.
Mounting accuracy and alignment of gantry systems is often verified with a laser interferometer. Image credit: Pinpoint Laser Systems
This is why a laser interferometer is often the best tool for ensuring straightness, flatness, and orthogonality between gantry axes.
Even if the design principles for linear guides and driving mechanisms discussed here and in Part 1 are followed, gantry systems that involve extreme lengths, speeds, or accuracy (or a combination of the three) may still experience racking. In these cases, mechanical devices such as pivots, slides, revolute joints, and spherical joints may be necessary to supply additional degrees of freedom and compensate for misalignment.
Stepper motors have different torque-speed characteristics depending on whether the motor is starting/stopping or already running. These characteristics are depicted in two curves on the motor’s torque-speed chart, and it’s important to understand the differences between these curves and what each one means for the motor’s operation. But a stepper motor can also produce torque when it is not moving, and these stationary torque values — referred to as holding torque and detent torque — are also important factors to consider when sizing and selecting a stepper motor.
The torque-speed curves for a stepper motor are developed with a specific motor-drive combination, operating voltage, and driving method. Any deviations from the stated motor-drive combination and operating conditions can change the system’s torque-speed characteristics.
Image may be NSFW. Clik here to view.
A stepper motor cannot start (or stop) instantly in the “slew range” between the pull-in and pull-out curves. Instead, it must accelerate into (or decelerate out of) that operating range to avoid losing steps. Image credit: Moons’ Industries
Pull-in torque curve
The pull-in torque curve shows the range of conditions (maximum torques at given speeds) under which the motor can start and stop in synchronism with the input pulses — in other words, without losing steps. At any point on or below this curve — referred to as the “start/stop” or “self-start” region — the motor can start or stop instantly (that is, without accelerating or decelerating) without losing steps.
Pull-out torque curve
Also referred to as “running torque” or “dynamic torque,” pull-out torque is the maximum load (torque) a stepper motor can produce while it’s rotating, without losing steps. If operated at a point beyond the pull-out torque curve, the motor can stall.
The area between the pull-in and pull-out curves is often referred to as the “slew range.” In this range, the motor cannot be immediately stopped or started — it must be started in the start/stop region and accelerated to the slew range, or it must be decelerated from the slew range to the start/stop region and then stopped.
Holding torque
One of the beneficial features of a stepper motor is its ability to hold a load in place when the motor coils are energized, due to the attraction between the rotor and stator. This is referred to as the motor’s holding torque and is the torque required to move the motor one full step when the coils are energized but the rotor is stationary. A stepper motor’s holding torque is higher than its running torque and is limited primarily by the amount of current the motor can withstand.
Image may be NSFW. Clik here to view.
Stepper motors are able to hold a load in place, even against an external force, when the motor is stationary. Image credit: Oriental Motor U.S.A. Corp
Detent torque
Detent torque occurs when the motor is not energized — that is, no current is flowing through the motor windings. It occurs because of the attractive forces between the magnets in the motor’s rotor and the stator. Both permanent magnet and hybrid stepper motors experience detent torque, but variable reluctance designs do not. (Recall that variable reluctance steppers use a non-magnetized rotor, so there is no attraction between the rotor and the stator when the motor is not energized.)
Image may be NSFW. Clik here to view.
Detent torque reduces both the ideal power and ideal torque that the motor could produce, with the effect becoming larger as speed increases. Image credit: Geckodrive Motor Controls
Detent torque is often given in the motor’s data sheet and is an important factor in stepper motor sizing and selection because it must be overcome before the motor will move. The amount of power required to overcome detent torque is proportional to the motor’s speed — the faster the motor is rotating, the more significant the effect detent torque will have on the motor’s actual torque output. But detent torque can be beneficial when the motor is stopping because it counters the momentum of the moving rotor, so higher detent torque will help the motor stop more quickly.
Linear motion publications are typically dominated by topics related to linear guides, ball screws, and lead screws. But looking back at this site’s most-viewed articles in 2019, it’s obvious that while these are important technologies in the world of linear motion, they’re not the only things our readers are interested in.
Case in point: In 2019, our most popular topics ranged from primers on mechanical concepts such as torsion and Hertzian contact stresses, to more advanced tutorials such as how to calculate motor drive torque and how to size a rack and pinion drive.
In case you missed any of these popular — and important — topics in linear motion, here’s a look back at our top 10 articles from 2019.
Unlike stepper motors, which rely on even pulses of current to turn the motor in discreet steps, servo motors operate with continuous current to reach a specified position, velocity, or torque.
The precise amount of current to be delivered to the motor is determined by the servo controller, based on information supplied by an encoder regarding the system’s actual condition (position, speed, or torque). The controller sends these current commands to the servo drive (also referred to as an amplifier), which provides the motor with the precise current needed to adjust for any differences between the commanded value and the actual value.
Recirculating ball and roller guides are the backbone of many automation processes and machines, thanks to their high running accuracy, good rigidity, and excellent load capacities — characteristics made possible by the use of high-strength AISI/ASTM 52100 chrome steel (commonly referred to as bearing steel) for the load-bearing parts. But because bearing steel isn’t corrosion-resistant, standard recirculating linear guides aren’t suitable for most applications that involve liquids, high humidity, or significant temperature fluctuations.
Image may be NSFW. Clik here to view.
Image credit: NSK
To address the need for recirculating guides and bearings that can be used in wet, humid, or corrosive environments, manufacturers offer corrosion-resistant versions. But the level of corrosion-resistance offered by a linear guide or bearing varies, depending on the materials and processes used in its manufacture.
Since there’s no standard or industry-accepted definition of corrosion-resistance, we’ve put together a breakdown of the three most common levels of corrosion-resistance offered by manufacturers of recirculating linear guides and bearings, along with their primary uses.
1 – External metal parts made of corrosion-resistant steel
The first line of defense against corrosion is to address the parts of the bearing system that will be exposed to the environment — namely, the bearing housing and guide rail. These components can be made of martensitic stainless steel (400 series). Martensitic stainless steels are ideal for bearing applications because they can be treated for dimensional stability and hardened to withstand the extreme pressures and Hertzian stresses that are inherent in recirculating linear bearings — especially those that use balls at the rolling elements.
Some manufacturers offer linear guide rails made of austenitic stainless (300 series), which provides better corrosion resistance than martensitic stainless. However, austenitic stainless steel cannot be sufficiently hardened and has lower speed and load capacities, making it less suitable for load-bearing surfaces than martensitic stainless.
2 – All metal parts made of corrosion-resistant steel
For applications with exposure to salt water, acids, alkaline solutions (bases), or steam, it may be necessary to use stainless steel for all metal parts — both internal and external to the bearing block. Because they carry the load, the balls or rollers are commonly made of martensitic stainless (as is the bearing housing), while the non-load-bearing parts, such as fasteners, end plates, and lubrication parts, are made from austenitic stainless.
In this configuration, it’s important to note that the load bearing components (particularly the raceways and rolling elements) are made from stainless steel rather than bearing steel, so bearing load capacities are reduced.
3 – External metal parts chrome plated
For the highest level of corrosion protection, all exposed metal surfaces can be plated — typically with a hard chrome or black chrome plating. Some manufacturers also offer black chrome plating with a fluoroplastic (Teflon, or PTFE-type) coating, which provides even better corrosion protection. Chrome platings can be applied to most metals, including stainless steel.
The downside of plating a linear bearing or guide rail is that it adds thickness to the plated surfaces, so it changes the height and width tolerances of bearing assemblies.
Image may be NSFW. Clik here to view.
Performance of corrosion-resistant linear guides in a salt spray test using 1% NaCl, sprayed for 6 hrs at 35 degrees C, then dried for 6 hours at 60 degrees C. AP-HC = hard chrome plating AP-C = black chrome plating AP-CF = chrome plating with fluorine resin coating Double circle = best performance Circle = good performance Triangle = acceptable performance Image credit: THK
Other options for corrosion resistance
In addition to stainless steel and chrome platings for linear guides and bearings, there are other options that allow designers and users to address corrosive environments. One is to use a recirculating linear bearing with a housing (body) made of aluminum. This design may be sufficient for applications where wet or corrosive conditions are possible but not likely, or where the components won’t be directly exposed to the corrosive agents. Aluminum bearings have a lower weight and are often lower cost than other corrosion-resistant options, but they’re typically offered only in a small range of sizes, preloads, and accuracy classes, and they have a lower static load capacity than steel or stainless steel versions.
Two other corrosion-resistant options for linear guides — especially for applications that require FDA or USDA compliance* — are electroless nickel and nickel-cobalt platings. In addition to meeting standards set by the USDA and FDA, both platings offer excellent corrosion resistance and hardness and can be used on steel and stainless steel components.
*Note that approval for these coatings is typically obtained on an application-specific basis and depends on the coating formulation and its use.
Synchronous belts (also referred to as timing belts) are used in a wide range of power transmission and transport applications that require good positioning accuracy. Tensile cords molded into the belt material help eliminate or minimize belt stretch, and positive engagement between the teeth of the belt and the pulley make synchronous belts less likely to experience slip than V-belts. In addition, synchronous belts excel in applications that require high operating speed — especially when high torque or thrust loads are involved.
Image may be NSFW. Clik here to view.One of the primary factors that allows a synchronous timing belt to operate under high-speed conditions is the belt’s tooth profile, which influences the strength of the teeth, the meshing characteristics between the belt and pulley, and the belt’s tendency to ratchet, or jump teeth.
Synchronous belt tooth profiles can be divided into three main categories — trapezoidal, curvilinear, and modified curvilinear — although manufacturers offer their own proprietary variations on these types (especially the modified curvilinear shape) to provide specific operating characteristics such as low noise, high speed, or better accuracy.
The original — and still widely-used — tooth profile for synchronous belts is the trapezoidal profile. This tooth design offers better efficiency than V-belt drives, but the trapezoidal shape leads to high stresses at the points where the belt and pulley mesh, which can cause rapid wear in high-speed applications.
Image may be NSFW. Clik here to view.
The trapezoidal tooth profile gives synchronous belts higher efficiency than V-belts, but the trapezoidal design causes high stress at the root of the belt tooth.
The curvilinear tooth profile has a rounded shape and deeper tooth profile than the trapezoidal design. These features reduce stresses at the belt-pulley interface, allowing curvilinear designs to transmit higher forces and withstand higher speeds. The deeper tooth profile also reduces the possibility of ratcheting. However, the required clearance between belt teeth and pulley grooves is larger than for trapezoidal designs, meaning curvilinear designs have higher backlash than trapezoidal profiles.
Image may be NSFW. Clik here to view.
The curvilinear, or HTD, tooth profile has a more rounded shape and deeper tooth profile, which reduces stress on the tooth. This allows belts with curvilinear teeth to transmit higher forces at faster speeds, although backlash is higher than with the trapezoidal design.
The curvilinear tooth profile for synchronous belts was originally developed by Gates, and belts with this new profile were designated “HTD” belts. (HTD stands for “high torque drive.”) Although each manufacturer has its own name for belts with this tooth design, the HTD designation is still used to identify a timing belt with the curvilinear tooth profile.
Tooth profiles classified as modified curvilinear often have a design that is proprietary to the specific manufacturer, but these designs can be identified by a lower tooth depth and higher flank angle than standard curvilinear designs. The modified curvilinear profiles were developed to overcome some of the drawbacks of the curvilinear design, with the most noticeable improvements being lower backlash and higher torque and force capabilities, thanks to better tooth flank contact, lower stresses on belt teeth, and less tooth deformation. These characteristics also make modified curvilinear belt designs the least likely to experience ratcheting, even under high loads.
These performance improvements — especially higher torque/force and reduced ratcheting tendency — mean that modified curvilinear designs are typically the best choice for high-speed applications, particularly when quick acceleration to maximum speed is required or when the belt is moving heavy loads.
Image may be NSFW. Clik here to view.
Modified curvilinear tooth profiles have a lower tooth depth and higher flank angle than standard curvilinear designs. This reduces backlash and allows the belts to transmit higher forces without ratcheting – making them the best choice for high-speed applications.
A note about synchronous belts and noise in high-speed applications
Noise can be problematic in synchronous belt drives, especially in high-speed applications. This is due to two factors. First, the action of the belt meshing with the pulley causes impact noise. Second, as the belt teeth engage with the pulley grooves, air is trapped between them and then evacuated, making a sound similar to air escaping from a balloon — a phenomenon that can be especially prominent at higher belt speeds.
The improved belt-pulley meshing characteristics and increased tooth contact of modified curvilinear belts typically make them the least noisy of the three designs. However, noise is not just a product of the belt and pulley dynamics. The amount of pre-tension applied to the belt and the materials of the belt and the pulley also play a role in how much noise a synchronous belt produces. If noise is a concern in your application, check out this article to learn more about belt noise and how it can be reduced.
Zygo Corp. has named SCHNEEBERGER Inc. as a 2019 Outstanding Supplier in Quality Performance. SCHNEEBERGER, a leading innovator in linear technology, was one of only a handful of companies able to qualify for the elite award.
Image may be NSFW. Clik here to view.
Zygo awarded SCHNEEBERGER its Preferred status after rating the company for excellence across a range of key metrics, including quality and on-time delivery, quality performance, on-time performance, and financial criteria. SCHNEEBERGER also fulfilled numerous other considerations, ranging from instituting Kanbans to flexible capacity, responsiveness, and cost-down efforts. The result was Zygo’s award of its 2019 Outstanding Supplier in Quality Performance and a Preferred status designation to SCHNEEBERGER.
“We are extremely proud to receive this select honor from and the ongoing work with Zygo, the world leader in optical metrology instruments. For SCHNEEBERGER, this award underscores both the promise in linear technology — Essentials for the Best — and our systems-awareness approach to delivering top-quality high-precision innovative products, unsurpassed reliability, and world-class service to design engineers and OEMs,” said E.V.P. and general manager Linda Aylward.
Founded in Switzerland in 1923, Schneeberger manufactures high precision linear guideways, including ball, needle and cross-roller bearings, miniature guideways, ball and roller Monorail guideways with integrated linear encoder options and has also become a world class supplier of multi-axis, linear motion systems to the Semiconductor, Flat Panel, Metrology, Electronics, and Life Science industries. Vertical integration of Mineral cast technology, providing superior damping characteristics compared to traditional granite base and gantry structures, has enabled SCHNEEBERGER to produce platforms that meet customer performance specifications that were previously unachievable. www.schneeberger.com.
Electromagnetism — the relationship between electricity and magnetism — is the underlying principle for the operation of electric motors, as well as generators and transformers. And even though most of us aren’t designing motors (or generators or transformers) from scratch, it’s helpful to have a basic understanding of the concepts and laws that drive their operation.
The foundation of electromagnetism is laid out in Maxwell’s equations — a set of four equations developed by James Clerk Maxwell in the early 1860s. In this article, we’ll look at Faraday’s law of electromagnetic induction, which forms the basis of one of Maxwell’s equations. We’ll also look at Lenz’s law, which keeps Faraday’s law in check.
Faraday’s law of electromagnetic induction
Michael Faraday discovered the relationship between magnetic fields and electricity (electromagnetism) in the 1830s, and although Faraday made many contributions to the study of electricity and magnetism, one of the most important is Faraday’s law of electromagnetic induction, which states:
Any change to the magnetic environment of a coil of wire (a conductor) will cause a voltage (emf) to be induced in the coil. And if the coil (conductor circuit) is closed, current will flow.
The cause of the change in magnetic environment doesn’t matter — it could be caused by changing the magnetic field strength, by moving the magnet towards and away from the coil, by moving the coil into and out of the magnetic field, or by rotating the coil relative to the magnetic field. As long as there is relative motion between the magnetic field and the coil, a voltage will be induced.
Image may be NSFW. Clik here to view.
When the magnetic environment of a coil of wire is changed (for example, by moving a magnet toward and away from the coil), an emf (voltage) will be induced in the coil. Image credit: IGCSE Physics
The mathematic expression for Faraday’s law of electromagnetic induction shows that the induced voltage is equal to the number of turns in the coil multiplied by the time-based change of the magnetic flux.
Image may be NSFW. Clik here to view.
ε = induced emf (V)
N = number of turns of coil
Φ = magnetic flux (Wb, V·s)
t = time (s)
Note that magnetic flux (Φ) is the product of the magnetic field (B) and the area of the coil (A): φ = BA
Lenz’s law
The negative sign (“-“) on the right side of the equation above comes from Lenz’s law and indicates that the induced emf occurs in a direction opposite to the magnetic flux.
Image may be NSFW. Clik here to view.
Lenz’s law ensures that Faraday’s law adheres to the principle that energy must be conserved, stating that:
When emf (voltage) is generated by a change in magnetic flux, the polarity of the induced emf generates a current whose magnetic field is in a direction that opposes the change that produced it (the original magnetic field).
In other words, the induced magnetic field always works to keep the magnetic flux constant. If the magnetic flux decreased, the magnetic field created by the induced current would add to it. And if the magnetic flux increased, the magnetic field created by the induced current would subtract from it. In both cases, the total magnetic flux remains constant.
Image may be NSFW. Clik here to view.
When the magnetic flux changes (ΔB), the magnetic field of the induced emf (BInduced) works to counter the change. Image credit: C. R. Nave, Georgia State University
Likewise, the induced emf will oppose the change that created it. In other words, the induced emf (voltage) will be in a direction opposite to the voltage that created it. In a motor, this means the induced emf (commonly referred to as back emf) opposes the supply voltage.
Image may be NSFW. Clik here to view.
Supply = 195 V
Back emf = -45 V
Net voltage in circuit (V = IR) = 10 * 15 = 150 V
195 V + -45 V = 150 V
Back emf is directly related to motor speed: when motor speed increases, so does back emf, and vice-versa. This is why, for example, a DC motor’s torque and speed characteristics have an inverse, linear relationship.
As the load (torque) on the motor is increased, the motor slows down. The slower the motor spins, the lower the back emf (opposing the supply voltage) and the less voltage the motor uses just to overcome this back emf. Therefore, the voltage and current across the motor increase. This additional current allows the motor to produce the extra torque it needs to regain its speed with the increased load.
Image may be NSFW. Clik here to view.The new Compact Linear Bushing (CLB) by SAMICK, a specialist in linear bearings, is gaining popularity in the market as the company expands its product offering for customers. SAMICK’s CLB is a linear ball bearing that conforms to the ISO 10285 standard, providing customers with a low-cost, compact design for easy integration into new or existing systems.
Advantages of the CLB compact linear bushing include:
Low cost linear bushing suitable for a wide variety of applications
Small overall dimensions for especially compact construction
Easy assembly: Just press in, with no additional retention necessary
Linear bushing sets with aluminum or corrosion-resistant steel housing
The CLB compact linear bushing is also 100% compatible with the following products:
“KH” series from INA*
“LBBR” series from Ewellix (SKF)*
“R0658” series from Bosch Rexroth*
* The above commercial marks belong to the respective third parties and are not affiliated with SAMICK.
The Compact Linear Bushing (CLB) series, a key product of SAMICK’s customer-focused policies, will satisfy the customer’s quality needs, improve delivery issues, and contribute to cost savings.
The CLB series is used primarily in low-precision, simple transfer units in the following applications:
Packaging machines
Food processing machines
Cutting machines
Wood processing machines
Textile machines
Medical equipment
Exercise equipment
Learn more about SAMICK linear bushings in this video.
SAMICK will participate in the Hannover Industry Fair — the world’s largest industrial exhibition, located in Hannover, Germany —in April, and will showcase its technology by introducing five new high-precision polygon guide products and actuators, including linear bushings, the company’s flagship product.
Traditional residential construction is fraught with inherent inefficiencies. For example, bedrooms are infrequently used during the day, while living rooms are unoccupied overnight. At a time when real estate prices are climbing (especially in urban areas) the desire for single-purpose rooms inflates prices. Plus energy consumption is rising in many parts of the world … so the need to heat and cool unused space adds cost and degrades environmental sustainability.
So group of Virginia Tech University engineering faculty and students aimed to design a solution to these issues. They have received global acclaim for demonstrating a fully functioning smart house prototype with rooms that can be reconfigured on command by touch, voice, gesture or smartphone. Part of their design includes electric-motor-driven linear motion systems from Thomson Industries to move room-sized load-carrying walls smoothly and quietly.
“The model we’re demonstrating consists of 18 prefabricated modules, each with built-in electronic and mechanical utilities — all of which are ready to plug and play with each other. Some of the modules have sliding walls to adjust room sizes to suit various purposes as they change throughout the day,” said Virginia Tech architecture professor and director of the FutureHaus project Joe Wheeler
Image may be NSFW. Clik here to view.
The FlexSpace system allows the adjustment of living spaces. This is one floorplan from above. The bathroom and kitchen modules form the top row, while the home office, living room and bedroom are shown in the lower row. Sliding walls in the lower row (alternate orientation shown in blue) to let homeowners transform their living space based on time of day or personal needs.
Sliding scale with movable walls using linear motion
Wheeler says that the FlexSpace capability lets the structure provide about 1,500 ft2 of living space in a 900-ft2 footprint. The area of the prototype’s home office, living room, and bedroom are fully adjustable by sliding the partitions that separate them.
“If a person operates a business out of the home and requires conference space, he or she can just command a partition to move into unused living-room space,” said Wheeler. “At the end of the workday the partition slides back to expand the living room once again. Embedded in the partition between the office and the living room is a large viewing screen, which can be rotated into the home office (for use in teleconferencing during the day) or back into the living room for entertainment in the evening.”
Image may be NSFW. Clik here to view.
During the day, the left side of the living room wall slides into the living room to open the home office. A screen on the partition rotates to provide teleconferencing for home office or entertainment in the living room.
Likewise, the partition between the living room and the bedroom can be moved to provide a larger living room during the day or a larger bedroom in the evening. The bed itself is a high-end adjustable mattress, which folds back into the outer bedroom wall, converting the bedroom to a walk-in closet that can be accessed during the day.
Image may be NSFW. Clik here to view.
A bedroom partition (left) slides to open living room space (as seen in the living-room image of this article).
For these adjustments to work easily, the partitions must be able to move easily, quietly and smoothly, while also carrying a heavy load. One side of the partition between the living room and bedroom, for example, carries the living room sofa with it as it slides. The bedroom side would carry a fully stocked room-length closet and drawer storage. To handle such loads, the team chose two electronic linear motion systems from Thomson.
Choosing the right linear-motion system
The university team already knew of Thomson motion technology from their research on an earlier, similar model of an award-winning, solar-powered housing project and were confident that it was the right solution.
“We needed to have the strength to move load-carrying walls easily and the intelligence to be able to do so on demand,” said Wheeler. Thomson linear-motion technology provides that robustness and the actuators’ built-in electronics and communications allows connectivity with the home network as well as top efficiency. A smaller unit would not have done the job, and a bigger one would’ve added unnecessary cost and energy consumption.”
The FutureHaus engineering team chose the Thomson Movopart M55 linear system for each moving wall. These units are belt driven and incorporate engineered polymer bearings for smooth motion of heavy loads over long lengths. Each unit is about 7 feet long with a movable area of 5.8 feet to allow the addition of about 10 feet to the living room when both walls are repositioned.
The low-cost easily controlled servo motors pair with Micron NemaTrue planetary gearheads, which Thomson has designed for high-precision motion control applications requiring a high torque-to-volume ratio, torsional stiffness, quiet operation, and low backlash. Error-free attachment of the motor shaft to the gearheads is via a Thomson RediMount adapter kit, which connects in about five minutes.
Safety is fundamental to the FutureHaus designs and to ensure that the motion control components were sized for optimally safe performance Thomson engineers ran the selection through its the LinearMotioneering sizing tool, which verified the sizing to a safety factor ten times higher than needed for the specified load and speed. Once verified, Thomson delivered the preassembled linear motion system.
In operation, users glide each wall along rollers suspended from the ceiling on both ends of the wall. The linear motion systems sit above the ceiling on one end of the wall only, providing the thrust needed to move the wall back and forth along the rollers. Built-in sensors stop the wall if it meets any resistance.
Image may be NSFW. Clik here to view.
The Thomson Movopart M55 linear system with RediMount motor mounting adapter smoothly moves walls to add about 10 feet of living room space.
The Flex Space concept integrated with a wide range of other futuristic functionality to help earn the team top honors among 18 other universities participating in a recent Solar Decathlon global design competition in Dubai.
Besides being a highly functional and economical living space, the FutureHaus is prefabricated so that components can be produced by efficient mass production and then shipped and assembled onsite. The Virginia Tech team assembled the entire fully functioning prototype for the Dubai competition in two days and will be doing the same for upcoming demonstrations — one of which will be at Amazon HQ2 in Arlington, Va.
“We’re just scratching the surface of where we can go with this,” said Wheeler. “We’re now working on a model optimized for affordability, and we have many other irons in the fire. We have serious interest from high-profile investors interested in bringing the concept to market … and we’ll work with Thomson to discover even better ways to implement flexible spaces.”
In power transmission applications, there are two primary types of screw drives: those that use recirculating balls or rollers, for applications that require high rigidity, excellent positioning accuracy, and high duty cycles, and those that rely on sliding contact, for applications that require corrosion-resistance, self-locking operation, and customizable nut designs.
The second category — screw drives with sliding contact between the nut and the screw shaft — are referred to as lead screws, Acme screws, or trapezoidal screws. And although these names are often used interchangeably, they actually refer to different screw geometries and dimensions.
Here’s a breakdown of the different types of sliding contact screws and what the terms “lead screw,” “Acme screw,” and “trapezoidal screw” really mean.
Lead screws
The most commonly used of the three terms, “lead screw” simply refers to a type of power screw that relies on sliding motion between the nut and the screw shaft. There are two variations of lead screws: those with square thread forms and those with trapezoidal thread forms.
Lead screw designs for power transmission almost exclusively use trapezoidal threads, which are easier to manufacture and have higher load capacities than screws with square threads. Trapezoidal threads, however, do have higher friction, and therefore, lower efficiency than square thread forms.
Image may be NSFW. Clik here to view.
Lead screws can have either square or trapezoidal threads.
A power screw is a screw that transmits power by converting rotary motion into linear motion. Lead screws and ball screws are types of power screws.
Acme screws
As mentioned above, lead screws for power transmission use trapezoidal thread forms. But the trapezoidal thread design can have a thread angle of either 29° or 30°, meaning there are two versions of trapezoidal lead screws.
The first version — referred to as an Acme screw — has a 29° thread angle and is manufactured in inch dimensions. Acme screw sizes are typically specified by the screw shaft diameter and the threads per inch, or TPI.
Image may be NSFW. Clik here to view.
Trapezoidal thread forms with a 29° thread angle are referred to as Acme screws, while trapezoidal thread forms with a 30° thread angle are referred to as trapezoidal screws. Image credit: Roton Products, Inc.
Fun fact: Acme screws were developed in the mid-1800s to replace square thread screws. The name “Acme screw” came from an employee of the Acme Screw Machinery Company in Cleveland, OH, which manufactured multi-spindle lathes. (See pages 13-14 of this scan of American Machinist Magazine from 1985.)
Trapezoidal screws
Trapezoidal screws are also lead screws that use a trapezoidal thread form, but trapezoidal screws have a thread angle of 30° and are manufactured in metric dimensions. The size of a trapezoidal screw is designated by the screw shaft diameter and the pitch of the screw threads. Trapezoidal screws are sometimes referred to as “metric lead screws” or “metric Acme screws.”
Image may be NSFW. Clik here to view.
Acme screws and trapezoidal screws both use a trapezoidal thread form, but they have different thread angles.
Refresher on screw thread designations
Pitch is distance between adjacent threads on the screw shaft. Threads per inch (TPI) is the number of threads that can be counted in one inch of the screw. Pitch and TPI are the inverse of one another. Lead — typically used in ball screw nomenclature — is the linear distance traveled per revolution.
Ball and lead screw assemblies are often driven by a motor connected in-line with the screw shaft via a coupling. While this mounting arrangement is simple and easy to service, the addition of a non-rigid mechanical component (the coupling) can introduce windup, backlash, and hysteresis — all of which affect positioning accuracy and repeatability. The coupling also adds length, reduces rigidity, and increases the inertia of the system. One way to eliminate these potential problems is to do away with the external coupling and integrate the screw directly into the motor.
Integrated motor and screw assemblies are available in various configurations and designs. The motor can be either a servo or a stepper type, and the screw can be a ball screw or a lead screw, although the most common configurations pair a lead screw with a stepper motor or a ball screw with a servo motor.
External motor-screw integration
One of the most popular integrated designs uses a motor with a hollow shaft and integrates the lead screw directly into the motor. The screw is machined so that one end that mates to the hollow bore of the motor, and the machined end is either permanently fixed to the motor bore via welding or an adhesive, or secured with a fastener. Connecting the screw shaft to the motor bore via a fastener allows the components to be disassembled for maintenance and makes it possible to replace either component (rather than replacing the entire assembly), but this method can also experience loss of alignment and rigidity over time.
Image may be NSFW. Clik here to view.
In the external design, the shaft of the ball screw or lead screw is integrated into a hollow bore motor, and the nut is external to the motor. Image credit: NSK
Regardless of which method is used to connect the screw shaft to the motor, this method of motor-screw integration is typically referred to as an “external” design because the ball or lead screw nut remains external to the motor. Like a traditional screw-motor setup, the motor’s rotation causes the screw to turn, which advances the nut (and the load) along the length of the screw shaft.
Although applications with short strokes and light loads can sometimes operate without additional support for the screw (essentially a fixed-free arrangement) or without linear guides, most applications will require support for the opposite end of the screw and the use of linear guides to prevent radial loads on the screw.
Non-captive motor-screw integration
Image may be NSFW. Clik here to view.
The non-captive integration method allows either the screw or the nut to be driven. Image credit: KSS
In the non-captive method of integration, the ball or lead screw nut is integrated into the motor (or mounted to the face of the motor) and does not travel along the screw. Instead, the screw is prevented from rotating (typically by the attached load), and when the motor and nut turn, the screw travels linearly, back-and-forth “through” the motor-nut combination. In this configuration, the non-captive design provides a better stroke-to-overall length ratio, provided the design allows space for the screw to extend beyond the back of the motor.
Alternatively, if the screw is fixed so that it doesn’t travel, the assembly essentially becomes a driven nut design, where the motor’s rotation causes the motor-nut assembly to travel back-and-forth along the stationary screw. Like a conventional driven nut assembly, this configuration allows higher travel speeds, because screw whip is almost entirely eliminated. It also allows multiple motor-nut combinations to be mounted to the same screw shaft and driven independently.
Image may be NSFW. Clik here to view.
Non-captive designs can be mounted with the screw fixed, so the motor-nut assembly travels along the screw, or with the motor fixed, so the screw travels back-and-forth through the motor-nut housing. Image credit: PBC Linear
Captive motor-screw integration
Image may be NSFW. Clik here to view.
Captive designs use a spline shaft to prevent the screw from rotating. Image credit: Ametek
A variation of the above motor-screw combination is the captive design. Like the non-captive design, the nut is integrated directly into the motor, but a spline shaft is attached to the screw, preventing the screw from rotating and creating linear motion when the motor turns.
In this design, the screw extends and retracts from one end of the assembly and is not supported. The captive design is essentially a more compact version of the thrust rod style actuator, making it best suited for pushing or pressing applications where the load is guided and there is no radial force on the screw.
Image may be NSFW. Clik here to view.
Captive motor-screw integration is similar in function to a thrust rod style actuator. Image credit: KSS
For most recirculating ball and roller linear guides, the allowable operating temperature range is -10° to 80° C, with some configurations rated up to 100° C for brief periods. But not all applications fall within this temperature range, and each component in the linear bearing assembly (housing, rail, balls, seals, etc.) has a different maximum and minimum operating temperature. But if you choose the right metal components, plastic components, lubrication, and optional accessories, you can configure a recirculating linear guide that can withstand high (or low) temperature applications that fall outside the standard -10° to 80° C range.
Metal components
The metal parts of a recirculating linear guide include the bearing housing, recirculating balls or rollers, guide rail, scraper plates, and various fastening and mounting screws. The makeup of these parts can encompass three or more different types of steel, stainless steel, and — in some cases — aluminum. So it’s important to understand which type of metal each component is made of and what temperature range it can withstand.
In many cases, manufacturers recommend using stainless steels wherever possible when the application falls outside the normal operating temperature range, especially if the temperature is very high (above 150° C) or very low (below 0° C). One of the reasons for this recommendation is the possibility of temperature fluctuations, which can cause condensation and lead to corrosion.
Image may be NSFW. Clik here to view.
Linear bearings and guides are made up of a variety of different materials – each with a specific range of acceptable operating temperatures. Image credit: Hiwin
Plastic components
Plastics parts, such as seals and recirculation components, are often a limiting factor in terms of the temperature suitability of a recirculating linear bearing. However, linear guide manufacturers offer seals made of special materials, such as FPM or FKM (fluorinated rubber, commonly known as Viton, from DuPont), with extended operating temperature ranges.
If the environment doesn’t present liquid or solid contamination, another option is to use a linear guide with only metal seals. And although forgoing seals altogether isn’t recommended for profiled linear guides (because they help to keep lubrication inside the bearing), round shaft linear guides and cam roller slides can be operated without seals, making them another option for applications that don’t call for the load capacity or rigidity of a profiled linear guide. And since these designs don’t require plastic recirculation components, they’re available in all-metal versions that can withstand temperatures outside the range of most plastics.
Image may be NSFW. Clik here to view.
Seals help retain lubrication inside the bearing, but special seal materials may be necessary in extremely high- or low-temperature environments. Image credit: IKO
Lubrication
Temperature also affects the performance of lubrication in a recirculating linear guide. Specifically, the temperature of a lubricant affects its viscosity (resistance to flow), and grease lubrication that exceeds its rated temperature can separate into its components (base oil, thickener, and additives), reducing its effectiveness.
In general, lubricants with a lower viscosity are recommended for low-temperature applications, while higher viscosity lubricants are best for high-temperature applications. And keep in mind that in addition to the type of lubrication to use, the recommended lubrication interval is also affected by the operating temperature of the bearing.
Optional components and accessories
Temperature limitations also apply to optional components, such as additional seals, external lubrication units, and cover strips or bellows. For example, recirculating linear guides are typically rated for use at temperatures up to 80° C, but external lubrication units often have a maximum temperature rating of 50° to 60° C. Sensitive components such as measuring systems (integrated linear encoders) and parts that are integral to the recirculation system, such as ball chains or ball separators, should also be checked to ensure they can withstand excessively high or low operating temperatures.
Image may be NSFW. Clik here to view.
Ball chains (aka ball cages) provide continuous lubrication directly to each ball, but they’re made of plastic and may decrease the allowable operating temperature of the linear bearing. Image credit: THK
Synchronous belts for linear motion applications — such as general transport conveyors or high-speed gantry positioning — are available in a wide range of materials suitable for virtually any application. The most common synchronous belt materials are neoprene and polyurethane, but specialty materials and backing surfaces are also available to address requirements such as temperature extremes, chemical resistance, food contact, and high speed operation.
Neoprene (polychloroprene, chloroprene rubber)
Synchronous (toothed) belts made of neoprene typically have a nylon covering on the toothed side to improve the shear strength of the neoprene teeth and provide better abrasion-resistance between the belt and pulley. However, even with a nylon coating, neoprene belts still exhibit higher abrasion than polyurethane versions.
Neoprene synchronous belts are primarily used for their high fatigue-resistance, but the lower noise generation of neoprene (relative to polyurethane) is also a benefit in some applications. Neoprene materials also tolerate exposure to water better than polyurethane, with less tendency to swell. But neoprene belts do have a higher tendency to degrade over time than polyurethane versions.
Image may be NSFW. Clik here to view.
Neoprene belts typically have a nylon coating on the teeth to increase tooth strength and abrasion-resistance. Image credit: JCC & Associates
Polyurethane (PUR, PU)
Polyurethane synchronous belts are commonly used in precise registration or positioning applications due to their high stiffness and good dimensional stability. The teeth of a polyurethane belt exhibit good resistance to deflection, giving PU belts a lower tendency to ratchet. Polyurethane materials also exhibit better resistance to chemicals — including some acids and alkalis — and provide better abrasion resistance than neoprene, making polyurethane belts a better choice for applications where particulate contamination needs to be avoided, such as clean rooms.
Polyurethane is a compound that includes multiple urethane units. However, in the belting industry (and other industries), the two terms are often used synonymously, and belts made of polyurethane are sometimes referred to as “urethane” belts.
When a low coefficient of friction is required between the belt and pulley, polyurethane belts can be supplied with a nylon coating on the toothed side. A nylon coating also helps reduce noise between the belt and pulley in high-speed applications. Similarly, a nylon coating on the back (or carrying) side of the belt reduces friction between the belt and the product being transported, which is often required for applications such as accumulating conveyors.
One of the main drawbacks of polyurethane synchronous belts is their tendency to produce more noise than belts made of neoprene materials. (Although it should be noted that belt noise is influenced by a variety of factors, including pulley material, belt tension, mounting inaccuracies, and belt speed). Polyurethane belts are also less suitable for applications that expose the belt to water, since polyurethane materials have a greater tendency to swell, which can detrimentally increase belt tension.
Image may be NSFW. Clik here to view.
This polyurethane belt has a nylon coating on the toothed side to decrease the coefficient of friction between the belt and pulley. A special backing material (in red) is used to address application-specific requirements, such as high or low temperature compatibility, chemical compatibility, or FDA/USDA compliance. Image credit: Brecoflex
Materials and backings for special requirements
In addition to polyurethane and neoprene, other materials suitable for synchronous belt applications include Hytrel (a thermoplastic elastomer manufactured by DuPont) and EPDM (a type of synthetic rubber). Hytrel has excellent low-temperature compatibility, withstanding temperatures as low as -40° C, and resistance to a wide range of chemicals. EPDM is well-suited for high-temperature applications, operating in temperatures up to 150° C.
There are also a variety of materials that can be applied to the back side of the belt, such as PTFE (known as Teflon from DuPont), FKM (a fluoroelastomer known as Viton from Chemours), synthetic and natural rubbers, PVC, and silicone. These are used when specific operating properties are required, such as additional hardness, better abrasion-resistance, FDA or USDA compliance, or a change in friction coefficient between the belt carrying surface and the product being transported.