LM76’s new SPEED DEMON EL300 rail/roller bearing wheel system is the latest edition to the SPEED DEMON linear bearing family. It features travel lengths of 400 to 3,000 mm, a wide 90 mm base and 49 mm centerline to centerline of the parallel rails of the base, and 100 mm centerline to centerline spacing of the radial roller bearings (wheels) of the carriage, which provide high torsional stability and high torque load stability.
Attached to the rigid, heavy duty extruded base are parallel 12 mm h2 steel shafts hardened to RC62+2. The shafts are secured to the base every 100 mm at a 45-degree angle to insure parallelism. The base can be easily integrated directly into the user’s system using the predrilled mounting holes or LM76’s Heavy-Duty full length mounting plates for increased stability.
The carriage of the SPEED DEMON EL300 features four sealed, low friction, dual angular contact roller bearings. On one side of the carriage the roller bearings have eccentric bushings for adjusting preload. The maximum loads are: vertical (down) – 2,800 N static and 1,400 N dynamic, and horizontal (side)- 2,600 N static 1,300 N dynamic. The maximum moment loads are: roll – 125 N-m static and 62 N-m dynamic, pitch – 165 N-m static 80 N-m dynamic, and yaw – 82 N-m static 40 N-m dynamic. Additionally, the carriage has four threaded mounting holes and five “T” slots running the length of the carriage to facilitate the mounting of tooling or fixtures. The height of the carriage and base assembly is just 54 mm, and both are clear anodized.
Other members of the SPEED DEMON linear bearing family include the SG, and OSG models which are also stable, high-speed solutions for challenging linear motion applications.
Bosch Rexroth’s electromechanical cylinders (EMCs) are now available in a high-force, high-precision, low-maintenance version – the EMC-HP. Designed for heavy loads up to 100 kN, the new actuators are robust, compact and low-maintenance. Based on the reliable planetary screw drive, users will benefit from impressive continuous power even under harsh conditions. This is thanks to both the new oil-bath lubrication and the optional water cooling directly on the screw itself. As with the other members of the EMC family, a fully digital process, from selection through to ordering, shortens the engineering time.
The new EMC-HPs are currently being launched on the market in three sizes 115, 130 and 160 (housing diameter) with protection class IP65 and are suitable for a range of different heavy-duty applications with strokes of up to 1,500 mm: from pressing, forming and riveting to tensioning, positioning and testing.
Each EMC-HP uses Bosch Rexroth’s planetary screw assembly (PLSA) in order to meet extremely high standards in terms of control accuracy and dynamics. Thanks to a dynamic load capacity (Cdyn) of up to 189.5 kN, high loads can be quickly and accurately moved as part of an energy-efficient process even in complex motion profiles – with axial forces of up to 100 kN and at speeds of up to 0.83 m/sec.
The robust and low-maintenance design of the planetary screw assembly also has a positive impact on lubrication intervals. Additionally, the seals can be replaced in just a few steps if required. Overall, this low maintenance linear motion technology from Bosch Rexroth will help to increase productivity and reduce total costs.
The simple selection procedure using the LinSelect e-tool and subsequent online configuration means that a customized EMC solution can be finalized and ready for ordering in a matter of minutes. Numerous options, such as length and attachment method, open up a wide range of applications.
With their compact dimensions, lightweight aluminum housing and single-cable solutions in connection with most drives, the EMC-HPs can be quickly and easily integrated into machine tools on site. In order to ensure short assembly times, Bosch Rexroth supplies the complete system pre-assembled from a single source – including mechanics, drive and controller as well as global service.
Flexible manufacturing system (FMS) systems leader MCM S.P.A. Machining Center Manufacturing will be participating in the upcoming IMTS show this September at McCormick Place in Chicago — September 12 through 17. They will be at booth # S-8574.
MCM will showcase a portion of their eight-machine system FMS, including an RVG pallet system, load stations, and patented tool management system. The system features many items not available from other builders due to the entire system being designed and built with one sourced supplier. Items include MCM Mirror right- and left-hand machine configurations, super tool management system with tool sharing between machines, and a mass tool storage system. The world’s best supervision software and predictive maintenance allows for complete unmanned operation. This, coupled with their Green ErgonomicsInitiative, has contributed to their world-leader status in FMS systems, with 85% of their production in these systems over their 44-year history.
From the IMTS show, the system will permanently move to PBC Linear in Illinois. PBC Linear is a leader in manufacturing automation components (www.pbclinear.com). They purchased the system to supply their customers with the highest quality parts at the lowest cost, and deliver them within a timely manner. After a visit to MCM and several customers, the CEO of PBC Linear was emphatic about how well the MCM products were built, including their high-durability components. He also indicated that MCM was offering not just the next generation of technologies and software, but two generations beyond that. That high level of performance is due to the one-source supplier, MCM.
igus’ dryspin lead-screw assemblies are now available as a single-source solution for the automotive industry.
In today’s vehicles, advanced linear motion components play a critical role in providing convenience and safety to drivers. Lead-screw assemblies are used extensively wherever automotive parts need to be opened, closed, lifted, or lowered. Typical uses include seats, doors, sunroofs, steering columns, and center consoles.
“Our dryspin lead-screw assemblies offer precise and smooth movement as well as a high number of life cycles. They’re ideal for actuating various automotive applications, such as seats, windows, and air dams,” said Sebastian Bloechl, Head of Automotive dry-tech North America at igus, Inc. “Our lead-screw nuts are made of our high-performance iglide material, a tribologically-optimized polymer engineered to resist wear and eliminate the need for external lubrication.”
The igus self-lubricating components resist dirt and corrosion and are maintenance-free. In addition, dryspin lead-screw assemblies help reduce the vehicle weight for greater fuel efficiency and reduce squeaking, rattling, and other noises, allowing for a more comfortable ride with fewer distractions.
igus offers trapezoidal and ACME lead screws, as well as a proprietary high helix design with a flatter thread angle, to optimize efficiency. Low-fogging nut materials are also available to reduce outgassing.
“Our lead-screw assemblies offer up to 25% less wear and up to 30% longer service life over conventional lead screws thanks to our unique high helix lead screw technology,” said Nick Isabella, dryspin screw drive Product Specialist at igus, Inc.
With the new TBS Linear Axis offering from ETEL, semiconductor equipment manufacturers can now integrate a high-precision linear axis enabling outstanding performance in term of accuracy and precision in its category of one-Degree-Of-Freedom (1-DOF) systems. With its ISO 2 rating for cleanrooms and incorporated HEIDENHAIN Group encoder technologies, the TBS provides high cleanliness and accuracy for any application needing to carry up to 45 kg of payload with high precision and stability of macro and micro motion.
The TBS 1-DOF mechanical bearing is based on an indirect drive linear axis that is controlled by a high-performance, low cogging servomotor using a dual encoder feedback control scheme. This is combined with specific design characteristics and options such as thermal decoupling of heat sources, high stiffness and a micrometric hard stop to ensure that its performance is maintained over a long operating lifetime, improving the end users’ ROI.
As part of ETEL’s commitment to providing high quality motion systems to the semiconductor market, the TBS is especially suitable for wafer process control applications such as overlay metrology, critical dimension and thin film metrology, as well as photonics.
The main features of the TBS Linear Axis include:
Acceleration up to 0.5 g
Payload up to 45 kg
Position stability: down to ± 10 nm
Bidirectional repeatability: ± 0.3 um
Max. speed: up to 30 mm/sec
Max. Acceleration: up to 5 m/sec2
ISO 2 cleanliness (ISO 1 Optional)
ETEL S.A. is based in Switzerland with exclusive North American distribution through HEIDENHAIN CORPORATION in San Jose, CA and Schaumburg, IL.
The new L-836 Stepper Motor Linear Slides from PI (Physik Instrumente) are a newly designed motorized linear translation stage family that combines high performance, small dimensions, and low cost of ownership. These compact micro-positioning translation stages are driven by a robust, direct-drive rotary stepper motor, available as in-line design and folded drive train design for reduced overall length.
Designed for multi-stacking, especially important in automation, the L-836 linear translation stages deliver high performance in a small footprint.
Due to the efficient, low-friction ball screw and robust, high performance, brushless stepper motor direct drive, the precision linear translation tables achieve relatively high velocity of 40 mm/sec and are well suited for automation applications in industry and research. The precision guiding system makes use of low-friction, high-performance cross roller bearings, capable of handling loads to 150 N (33 lb). The stage can handle push/pull loads of 75 N (16 lb).
When operated in micro-step mode, minimum incremental motion of 0.3 micrometers is possible. Even higher positioning precision, higher resolution and repeatability is available with optional digital linear encoders, removing backlash and reversal play due to the direct position measuring optical read head.
The L-836 stepper motor linear slides were designed with multi-axis motion applications in mind. The moving table platform can be removed, reducing the profile, and a Y stage can be directly bolted on to provide XY linear motion, without the need for additional mounting adapters. When space is limited, as it often is in motorized precision automation applications, the folded motor option reduces length providing a significant advantage.
For ultra-high-speed applications with extreme accelerations, PI offers industrial long travel linear motor slides such as the V-855 and V-857 compact linear module series with long travel ranges to 1,200 mm and high velocity to 5 m/sec.
The new L-836 family of stepper motor linear slides are designed for use in laser materials processing, test & inspection, electronics manufacturing, optical cable manufacturing, optics assembly, quantum photonics, silicon photonics, advanced manufacturing, and additive manufacturing.
Thomson Industries, Inc. has enhanced its online ball screw selection tool to include online configurability options, expert guidance and faster performance.
Design engineers using the tool will now have access to more capabilities and expert guidance in configuring end machining, end fixity, thread lengths, nuts and related assembly preferences. An interactive reference table is updated, providing one-click access to information on the safety factors for each available option. A real-time diagram displays the status of their assembly, and built-in prompts guide them through optimal design sequences.
“We know how important it is for design engineers to be able to size and select linear motion components as quickly, easily and accurately as possible. Building on iterative user feedback and the latest advancements in user interface design, we have made numerous changes in our user interface to enable designers to get to their optimal configuration as quickly and effortlessly as possible,” said Denise Goldman, Global Product Line Manager – Ball Screws and Screw Jacks at Thomson.
Some of the new ball screw configuration capabilities include:
Select cut ends or standard machined ends, with or without end supports
Specify whether end supports should be assembled or shipped separately
Define overall screw lengths and threading
Configure the right product more quickly and easily with an enhanced user interface
See all available nut options instantly
See safety factors for each configuration with a single click
Faster processing and data loading capabilities accelerate all such operations and enable design engineers to download a CAD diagram of their configuration more quickly.
igus is expanding its 3D-print and online ordering offering to include custom format toothed belt pulleys. Toothed belt pulleys are a common component in many machines and are widely used in linear drives of printers, robots, and packaging machines. However, if an individual variant is required, developing a custom component can take days or even weeks.
“The delivery times for such custom parts often amount to several weeks,” says Tom Krause, Head of Additive Manufacturing at igus. “To shorten delivery times for special-format belt pulleys, we now offer manufacturing by 3D printing, reducing delivery times from several weeks to just 48 hours.”
In the igus in-house 3,800 -m2 test laboratory, the high-performance polymer iglide i3 competed against an injection-molded and a milled spur gear made of polyoxymethylene (POM) in a pivot test at a speed of 0.1 m/sec, a torque of 2.2 Nm and an extreme temperature of 1,440°C (2,624°F). All spur gears had a width of 16 mm and 30 teeth. The result: the milled spur gear failed after 12,500 cycles, and the injection-molded variant after 4,000 cycles. The 3D-printed gear made of iglide i3, on the other hand, withstood almost 20,000 cycles.
“In addition to iglide i3, we also offer the FDA-compliant version i6 for the food sector and the electrostatically dissipating variant i8 for explosive areas,” says Krause. “All high-performance plastics are robust and wear-resistant enough to be an economical and reliable alternative even to steel and aluminum belt pulleys.”
The production of toothed belt pulleys with flanged wheels is particularly complex and is difficult to produce from a single piece of metal using lathes and milling machines. However, the 3D-print service from igus speeds up manufacturing because the parts are printed in one piece, and the online configurator makes it easy to order.
Designers can upload a CAD model of their part via drag-and-drop on the website to determine a price immediately and place the order. If the designer doesn’t have a digital model, they can configure one within minutes using the belt pulley configurator. Users simply enter specifications such as belt profile and the number of teeth, then the configurator creates a STEP file that users can upload to the website.
“Calling back and forth or sending CAD models by e-mail are time-consuming steps that have become much easier thanks to the online configurator. This has enabled us to speed up the ordering process and give designers a further time advantage.”
Optimal Engineering Systems, Inc. (OES) has released two new motorized elevator stages, the DAG20-120-01 and the DAG20-120-04. These high-resolution, compact, low-profile elevator stages feature high stability 120 x 120 mm tables and 20 mm of vertical travel. High precision ball bearing profile rails assure high parallelism and smooth motion throughout the raising and lowering of the table. These Z-axis stages are suitable for applications in microscopy, inspection, metrology, positioning, photonics, sampling, and laser drilling and machining.
Driven by two-phase stepper motors, the DAG20-120-01 and the DAG20-120-04 motorized elevator stages feature 2 micron positioning accuracy, and resolutions of 0.03 microns (with a 10 micro-steps per step motor driver in use). The knob for manual adjustment on the DAG20-120-01 is replaced with a quadrature incremental optical encoder for position verification on the DAG20-120-04. The load capacity of these compact stages is 20 kg.
These compact, black anodized aluminum alloy stages measure 181.8 x 120 x 115 mm high at the raised position. Speed of travel is 5 mm/sec and limit switches prevent over travelling. The table of each stage has a precise pattern of threaded holes for fixtures or tooling, and holes in the base allow for easy integration into a new or existing application.
These stages require a motion controller that can be ordered as a complete plug-and-play system with RS-232, USB, joystick, trackball, and keypad control.
New modular controllers offer flexible solutions for linking a laser to multi-axis positioning, making it easier for system integrators to design and build advanced systems for a new age of laser applications.
Dr. Cliff Jolliffe Head of Automation Market Segment Physik Instrumente (PI) GmbH
This is Part 1 of a 2-part series of articles on controlling lasers for materials processing.
Lasers have been used for welding and cutting applications in materials processing for years. However, laser technology has frequently been considered a specialist area, requiring complex control systems for accurate positioning, as well as significant investment and expertise. Recently, the cost of lasers has decreased, opening them up to new applications; even the latest extremely fast ultrashort pulse lasers are now feasible options for machine builders who would typically have used less risky laser setups.
The commoditization of lasers means that system integrators must do more to gain and maintain an advantage, and that positioning and control – as integral parts of any laser system – are important elements of this. The newer technologies work in a slightly different way, so it makes sense that positioning and control also need to be different. The basic ability to fire the laser in the right place has become more challenging, and a simpler approach is even more important than ever, especially for those who are completely new to the technology.
Novel solutions are now available that take a uniquely modular approach to laser control, making it far easier and faster for system integrators to design and build systems in the first place, whether or not they have previous experience of lasers. The use of industrial control networks such as EtherCAT makes this modular solution even more flexible, as other items – such as sensors, or non-motion devices – can be easily incorporated.
Why choose laser processing?
There are many significant advantages to using lasers instead of traditional machining processes, not least is their capacity for much higher throughputs. Lasers are not susceptible to the same wear and tear that can lead to breakdown disruption and costs in mechanical components, and are often efficient at processing materials that are otherwise notoriously difficult to deal with. The fine beams of lasers also give a level of detail and accuracy that is near impossible to create using other methods, which is ideal for applications such as those generating high aspect ratio holes or other features requiring similar high precision.
Laser pulse placement during a constant-speed profile. (Image courtesy of PI)
High intensity short pulse lasers, in particular, are incredibly precise. The low thermal energy deposition around the beam of these lasers means there is negligible damage to the surrounding areas. Lasers can even process below the surface of a material, depending on where the beam focuses, examples of which can be commonly found in microelectronics devices, such as light-emitting diodes and flexible displays.
Example of a non-uniform laser pulse delivery. (Image courtesy of PI)
Striking the right balance of speed, power and precision
Whatever the application, fast shuttering and accurate firing of laser pulses is essential to ensure consistent, high-quality processing. Precise placement and energy control are crucial here and can be achieved by linking the automation and motion system directly to the laser output. It’s extremely important to be able to make sure that the laser is focused on the right place, for the right amount of time, and delivering the right level of power in order to prevent damage to the material or the production of inaccurate parts.
One option is to link laser power to pulse rate and modulation. If the power is fixed, then the motion system will need to run at a constant speed to ensure that the correct level is delivered across the surface. This suits some operations, such as raster scans where the laser is fired following motion in one direction, or during the constant velocity phase between acceleration and deceleration phases. However, cutting and welding applications may also need the laser pulses to overlap at a consistent ratio, even when the motion path speed is not constant, and laser pulses occur at a fixed frequency. This could result in a non-uniform pulse delivery, where too much energy to a particular area could create HAZ (heat affected zones), and too little could cause weak regions or breaks in the cut or weld path.
The problem of HAZ occurs even more frequently with multi-axis systems, simply because of the nonlinear path of corners or arcs. The best analogy is that of a sports car driving around a racing track – when it gets to a corner, it must slow down, otherwise it wouldn’t be able to follow the racing line and would probably run off the track; the same is true for an XY table. However, if the motion path slows down too much but the laser pulsing rate remains constant, too much power is delivered into the corners as the laser pulses bunch up. Some G-code capable CNC machines have look-ahead capabilities to address this, allowing the motion controller to look for changes in speed that exceed predetermined limits.
An example showing how laser pulses can bunch up around corners. (Image courtesy of PI)
Linking laser control to speed and position
One of the simplest methods of controlling laser power is to link it to the velocity of the motion path. This can be simply achieved by linking an analog output in the controller to that of the vector speed of the motion path, and linking this to the laser power. The analog output is connected to the power input connection on the laser, for example, a 0-10 Vdc range.
Typically, the motion controller will let users define a scaling factor so that the maximum output is relative to the maximum power of the laser required for the process – a lower limit may also be set. It’s important to remember that if the motion is badly tuned, jerks may result in bad processing. Poor placement accuracy could also create a bad quality part. This is a simple but effective process, for example, in welding.
Another approach is to precisely control the laser by pulse placement along the motion path, regardless of the vector velocity. It’s also possible to combine these two methods to control scaling of the power output, which overcomes undesired features of the laser electronics or optic path.
There are several technologies available in the industry that can generate such accurate, high-speed, position-based events linked to electronic outputs; for example, laser pulses. Although subtly different from each other, they essentially do the same thing for motion in a single axis. Some are better suited to galvo-technology, others are more aimed at motorized positioners. New developments such as modular controllers from Physik Instrumente’s ACS Motion Control, Position Event Generation (PEG) is emerging as a solution for linking a laser to multi-axis positioning.
Challenges of controlling multiple axes
Paths that create three-dimensional trajectories can be created from three or more axes. Examples are simple dual-vector tracking – generated from two axes and widely used for linear XY table contouring, including circles or arcs and straight lines – a linear theta combination for processing tubing, or any combination of linear and rotary stages, for example, producing helical motion for drilling. Until recently, controlling the motion path for lasers across multiple axes has come with certain limitations relating to performance, speed, practicalities, and, not least, higher complexity and costs.
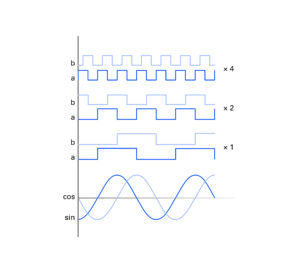
Sine wave encoder subdivision, or encoder multiplication. (Image courtesy of PI)
Many of the drives available for precision motion and laser processing have to be predefined, depending on the feedback device used on the stages or the table used in the motion system. Positional feedback means a device that is capable of reading the stage’s position, but also allows the controller to calculate the speed of such a device. Some motion stages do not use any feedback; they rely on the principle that the commanded motion request equals the actual response. Typically, feedback systems are either incremental or absolute – incremental encoders require a reference point or known position when the system starts up, often a homing switch. In comparison, an absolute encoder system has the positional data built into the feedback measurement scale. This positional data is available at startup and therefore removes the step of physically moving the system to a reference device.
There are two types of incremental encoders; square wave or sinusoidal (sin/cos wave). Square wave encoders provide the system with discrete digital steps of a fixed distance. For example, a square wave encoder on a rotary motor may output 1,000 steps per revolution; if the rotary motor was driving a 1-mm pitch screw, the system resolution would be 1 mm/1,000, i.e. a 1 µm resolution. A potential problem with a square wave encoder is when it has a high-count output to obtain resolution, and the system also requires high speed. The output frequency could potentially exceed the maximum frequency input of the controller’s feedback circuit, resulting in position loss.
Sine wave encoders are able to provide much higher resolution with higher stage speeds because the controller inputs the data at the fundamental frequency of the encoder, which is much lower than the square wave equivalent. The controller feedback circuit internally subdivides the sine wave into digital steps to produce the internal digital steps; this process is called multiplication.
In practice, a square wave encoder may start out as a sinusoidal encoder, and the key difference is where the digitization or multiplication takes place – at the feedback device in the case of a square wave or in the controller.
However, many laser firing controllers unfortunately cannot use sinusoidal feedback to produce an output that will trigger the laser – their electronics require digital square wave signals – and this may limit their usability to low-speed systems with high feedback resolutions or to high-speed systems with low feedback resolutions.
Multiple feedback in multi-axis systems
Laser synchronizing technologies use encoder data for single axis path motion to trigger, for example, one-to-one firing so that there is a single laser pulse with every millimeter or micron moved. When it comes to multi-axis, for example, pulsing in a circle, the same principle can be applied – data is taken from the individual encoders of each axis and fed into on-board electronics hardware, where the combined vector output is calculated. This has been the accepted norm for many years and, in theory, its accuracy comes from the fact that it is based on real-time positional information from the encoders. However, in reality, if the motion system is not adequate in performance, then this approach will produce poor results. For example, a constant speed circle on an XY table is made up of sinusoidal changes in velocity for each axis. A change in velocity means there must be an acceleration associated with the motion. Acceleration is directly proportional to following error (the difference between the commanded path and the actual path). Therefore, the path will always deviate from what was commanded, and it is the user’s responsibility to ensure the error is below the threshold for the required accuracy. The path may be longer or shorter because of the deviation, which would mean the laser pulsing could be activated at incorrect positions.
Because laser processing adds hardware requirements to a system, designers may need to replace the original drive with a larger, more complex one. (Image courtesy of PI)
Additionally, the electronic circuitry used for processing multiple feedback devices, and creating the output vector used for firing, can result in a significant delay (latency) to the output; the more encoders that are tracked, the more dramatically the speed of the output reduces, consequently the data input rate (tracking) of each feedback is reduced.
Firing hardware that requires encoder data obviously cannot be used to generate events for motors that have no feedback; for example, stepper motors. Similarly, they’re not appropriate for serial communication-based absolute encoders. These encoders do not need to be homed when they start up, which can be a significant advantage with regard to safety and convenience for some advanced systems. Kinematic systems like hexapods are also challenging – the encoder data is not directly linked to the position or motion in a parallel direction, or may be a combination of data from multiple axes that requires calculation, and so does not generate direct triggering for paths in Cartesian coordinates.
New developments such as Physik Instrumente’s ACS Laser Control Module (LCM) offers designers a different way to construct motion systems based on the EtherCAT industrial network. (Image courtesy of PI)
There are few automation controllers on the market that can handle this level of complexity to ensure that the motion system not only has the correct motion performance, but also the ability to read in and trigger out the encoders used for these applications. With this in mind, users should consider pulsing strategies that do not rely solely on direct feedback.
Whichever method is chosen, the machine builder should always consider the motion performance of the mechanics and controller. Motion systems have other system issues, such as resonances, low bandwidth, under-powered motors, or mechanical inadequacies (accuracy, roll, pitch, yaw, flatness, straightness, and stacking areas) that need to be appropriately matched to the system requirements so that the work piece or the laser head is in the right place when firing occurs.
The drawbacks of repurposing drive systems
Laser processing puts additional hardware requirements onto an automation system and the system designer needs to be aware of the input and output needs of connecting a laser to a controller. In theory, every time a system integrator designs a new system with advanced laser control abilities, they must take the input/output capability of the master controller or the master drive unit into consideration. This is frustrating because the focus shifts from the servo performance required to the laser connection functionality. Typically, the machine builder has to literally rebuild the entire control system to take account of these additional requirements. This may involve replacing the first drive unit with a physically larger, much more complex, and more expensive drive that combines such capabilities. This can have a significant impact on cost, including time for redesigning the system, additional hardware, stock of spare parts, and larger electrical cabinets.
Linear guides, cam followers, and crossed-roller bearings can satisfy the demanding requirements for space-flight hardware.
By IKO engineering staff | www.ikont.com
As space activity shifts from governmental agencies to a growing industry driven by commercial entities and even startups, the types of spacecrafts and the missions they support are also expanding. This diversifying industry is delivering innovative concepts such as autonomous exploration vehicles, solar sails, internet satellite constellations, space junk removal, and reusable spacecraft, to name a few.
Like many other innovative technologies, all these designs depend on precision motion components that must reliably work as planned once in space.
Aerospace applications demand precision linear-motion components. Because failure isn’t an option in space applications, it’s important to choose a motion device supplier known for its innovation, know-how, and originality. Credits: NASA/JPL-Caltech
High-quality products get designs off the ground
Although mechanical systems typically behave differently in space than on earth, it still makes sense to specify standard products as a starting point for a given design before committing to customized motion components. After all, reliability is paramount in space applications … and component-supplier applications engineers have years of experience and application data on all their company’s standard components. Aerospace machine builders can leverage this knowledge to get an optimized suite of stock components, modified components, and fully custom components that will perform reliably in space.
Here are some points for design engineers to consider when specifying three common motion components for space applications.
Aerospace-grade linear guides: Applications for linear guides and rails abound on autonomous space-exploration vehicles. Linear guides on such vehicles must have exceptional metallurgical properties to deliver smooth and accurate motion with good rigidity — and long life. Those linear guides with interchangeable parts let design engineers modify their guides for the unique conditions of space.
Aerospace-grade crossed roller bearings: With modifications to withstand vacuums and low temperatures, these crossed roller rotary bearings can reliably operate aboard spacecraft. For example, crossed-roller bearings support the function of radar dishes on miniature Wifi satellites that send signals to ground-based systems. Their small size also makes these bearings suitable for swivel mechanisms in military surveillance cameras.
With modifications to withstand vacuums or temperature variations, IKO crossed roller rotary bearings can reliably operate aboard spacecraft. In fact, IKO can deploy an extensive range of standard linear guides, crossed roller bearings, and cam followers as foundation choices; then its technical staff will complete the motion concept and offer proposals that encompass all the conditions and scenarios one can devise — along with their pros and cons. IKO also supports test engineers to create and execute test plans; help interpret results; and offer expert analysis of failures to devise solutions.
Aerospace-grade cam followers: These are widely used to convert rotary motion to linear motion for twisting, turning, and pulling actions. For example, cam followers are well suited for opening or closing antennae or solar panels such as aboard space stations and satellites. Some cam followers on the market today also feature a small coefficient of friction for excellent rotational performance of various spacecrafts’ outer rings — even those bearing exceptionally high loads.
For all these motion components, aerospace engineers can often start their design work with standard product. This approach is both practical and often the most economical option. With a few modifications for the environment of space, these otherwise stock components can be significantly less expensive than exotic fully custom components that may ultimately prove to be cost prohibitive for the mission.
Tailoring motion components for space
Following are just some factors to consider when specifying a motion component for space deployment. Many of these considerations include those made when modifying miniature rotary and linear motion components for NASA’s Jet Propulsion Laboratory (JPL) and the Mast Cameras (Mastcams) of the Mars Curiosity and Perseverance rovers. These onboard camera systems create panoramic images for navigation and transmission back to Earth for analysis.
Design requirement one — Operating in a vacuum: While some standard linear guides are made for controlled vacuum environments on Earth, even these require customization to perform as intended in space. Contamination caused by outgassing can present many opportunities for component failure — so components destined for space should not exhibit this behavior. What’s more, traditional greases for lubricating would fail in space due to the extremely cold temperature there (of 2.7 Kelvin or -455° F). For this reason, component suppliers seasoned in aerospace design typically recommend specialty greases or dry-film lubricants for equipment going into space.
The linear guide used aboard the Curiosity rover was given specialized vacuum and cleanroom-style packaging, free of dust, lint, oil, and rust … so the linear guide satisfies the above requirements.
IKO’s LWL miniature linear motion rolling guide incorporates two rows of steel balls arranged in four-point contact with the raceways to provide stable accuracy and rigidity. IKO made modifications to its LWL miniature linear motion rolling guide in conjunction with NASA’s Jet Propulsion Laboratory (JPL) when integrating it into the Mast Cameras (Mastcams) of the Mars Curiosity and Perseverance rovers. This onboard camera system creates panoramic images for navigation which are also sent back to Earth for analysis.
Design requirement two — surface coatings: Lubricating greases and traditional surface protection such as chrome plating may not perform well in space. Fortunately, motion-component application specialists can suggest suitable alternatives. One option for aerospace designs is precision thin dense chromium deposition. Otherwise, if a device will need to interact with lasers or other light sources (and light-reflective coatings are unsuitable) some component suppliers offer dark and flat coatings on their motion components.
Design requirement three — withstanding extreme temperatures: Excessive heat can cause critical parts within a linear guide or rotary bearing to expand or contract and degrade reliability. So wherever an axis must withstand high temperatures, the design engineer should consult component-supplier specialists about the material thermodynamics of components under consideration. Different materials may expand and shrink at different rates. If that behavior might cause a potential problem — say, by closing clearances needed for proper operation or taking a subassembly of its design preload value — the component supplier should be consulted for alternatives.
For the Mars Curiosity rover, one linear guide was customized to operate when exposed to high heat … and provide continuously smooth motion down to -130° C. For the latter, the linear guide underwent rigorous low-temperature bench tests prior to launch to ensure it operated with proper clearances. The guide’s ball recirculation and ball retaining features were also optimized to ensure consistent motion even in the face of wildly fluctuating temperatures.
Shown here is NASA’s Jet Propulsion Laboratory’s Mars Curiosity rover. The IKO LWL Series bearings used aboard JPL’s Mars Curiosity and Perseverance rovers were outfitted with special reliability features to let them operate for years in space. Credits: NASA/JPL-Caltech/Malin Space Science Systems
Design requirement four — preventing corrosion: Space applications face a significant threat of corrosion and its detrimental effects. So, it often makes sense to specify motion components made of stainless steel. Some standard stainless-steel linear guides employing rolling bearing elements are suitable for applications in which corrosion-preventing oils can’t be used. For such situations, some manufacturers can even recommend a nonstandard rust-preventing lubricant to complement compact and lightweight (and therefore space suitable) linear guides.
Design requirement five — reducing weight: Sometimes trimming a few ounces from a spacecraft can mean the difference between a design being declared unfeasible, and it being successfully built and launched. Lightweight components can also save thousands of dollars in launching fuel costs. Component suppliers capable of customization can often work with designers to reach suitable space performance-to-weight ratios — and can suggest lightening strategies. These approaches might include the selection of a smaller more power-dense product; lightweighting the rolling elements in linear and rotary bearings; and drilling extra holes (between the mounting holes) in linear rails.
IKO’s ML Series is an example of a standard stainless-steel linear motion guide incorporating rolling bearing elements. It’s a linear component suitable for aerospace applications in which corrosion-preventing oils can’t be used.
Design requirement six — preventing contamination: One lesson learned by engineers of the lens systems for Curiosity’s cameras is that small mechanisms tend to easily jam. So to prevent contaminants from impeding a device’s accuracy or causing it to prematurely fail, aerospace engineers should consider accessories such as seals, wipers, or cover sheets and end plates that are specially engineered to withstand hostile or corrosive environments.
Consider how the JPL requires systems and components to operate on their own via remote control for their entire mission. After launching in 2011, Curiosity’s two-year mission was indefinitely extended … and it’s still operational today. Linear guides on the Curiosity (as well as miniature linear guides on Curiosity’s successor Perseverance) continue to deliver reliable operation — a testament to the value of choosing a motion-component supplier that will help engineering teams plan, test, and tailor components to the unique eventualities of space applications.
Suppliers can be design support for space applications
When selecting motion components for a space application, engineers should look for suppliers having a deep understanding of motion goals; a large portfolio of products; and the capability to satisfy unique design objectives. Many suppliers focus on one given specialty (rotary or linear motion, for example) and lack a full range of standard products to serve as starting points for honing the ultimate solution. Others offer extensive motion expertise and a wide range of design options to satisfy stringent requirements; they should be engaged early in the design process.
Through extensive collaboration, suppliers can modify and custom engineer components to make them meet expectations for the operating environment of space. Whether the motion component is intended for flying craft, an exploration vehicle, robotic satellite mechanisms, or ground support equipment, designers of space systems can then be confident that their design will reliably operate for the life of its mission and beyond.
Dr. Cliff Jolliffe Head of Automation Market Segment Physik Instrumente (PI) GmbH
Modular controllers offer an easy and straightforward way to link a laser to multi-axis positioning systems. For instance, PI’s ACS Laser Control Module (LCM) introduces a modular way to construct motion systems, based on the EtherCAT industrial network. It doesn’t rely on encoder data and allows drives to select specified axes requirements. This new approach offers system integrators – particularly those who are new to the field – a far quicker and easier way to significantly expand their capabilities when it comes to laser control and gives them the flexibility to add high-performance multi-axis capabilities only when they are needed, simplifying the system architecture of the drives.
The LCM doesn’t change the types of drive used for motion but simply connects to the existing network. The simple architecture of an add-on module is suitable for laser control. There’s no need to change the drive types, which greatly simplifies the cabinet design. Plus, there are no changes to the existing hardware, which reduces stock requirements for spare parts. There’s also no additional wiring except a simple Ethernet cable. This approach makes it really quick, easy, and extremely cost effective to construct a universal drive offering high performance that covers every eventuality.
Sharper performance, simple connectivity
The ability to use any type of feedback is hugely advantageous from a system integrator’s point of view because it offers the potential to mix axes with or without encoder data, combine incremental and absolute encoders, or incorporate kinematic systems that cannot interpret direct output from encoders. This means that a total system solution that uses the right technology to solve the problem can be created.
A typical setup shows XY linear motor stages and a vertical stage supporting a laser head. (Courtesy PI)
Multi-axis control systems use output encoder pulses from each axis and feed these back to a central location using wiring. This sometimes involves complex encoder cables that split the signal between one axis drive and the central controller, adding complexity and wiring to the system. In contrast, the new modular concept adds PEG (position event generation) to an entire drive system using the well-recognized industry standard EtherCAT – integrated with a simple Ethernet cat5e cable – taking the individual path information directly from each motion device on the EtherCAT bus and linking the positional information from multiple axes to a single PEG output. This data is then used to generate laser control events along the combined vector path, controlling the laser attached to the system.
However, when it comes to using no feedback in these systems, some things have to be considered. Using stepper-motor-driven stages for laser control must be undertaken with caution. Open-loop positioning does not provide information when a motor has lost position due to a potential fault, but it does open up the method for lower cost and less demanding motion applications. In addition, there are certain situations where absolute encoders are ideal because they do not require referencing at machine power-up. This can help avoid collisions of stages or parts with obstacles in the machine layout, letting the system intelligently create regions where the stages should not enter, or provide additional flexibility when unusual or oversized parts need to be processed.
In systems where the three-dimensional coordinate system is made up of complex kinematics, or paths created from nonlinear devices such as rotary stages, it’s necessary to create motion path data that is not related directly to encoder feedback. The LCM can function without the use of encoder data, so it works well with either of these scenarios.
In the case of gantries, in general they have two motors to move the bottom axes, guided by two encoders directing the base of the system; other control signals also come from side encoders. However, these encoders may generate different readings and there is the potential for firing in the wrong place. The risk of this happening increases with wider gantry systems with a long cross axis or high dynamics. The LCM combines the data from the two encoders in line with the carriage (laser) and effectively removes the effect of having potentially two conflicting feedback sources that could lead to inaccurate firing. ACS controllers provide PI gantries with additional controller algorithms that, in real time, enhance stability and positional accuracy across the whole travel ranges of the system. These facilitate low following error and disturbance rejection that again ensure the laser is fired at the right position.
Opening up control options for new laser technology
Laser material processing is now a significant aspect of industrial manufacturing – used for tasks ranging from heating for hardening, melting for welding and cladding, and the removal of material by drilling and cutting – and many of the new technologies would benefit from a system that could synchronize laser pulse control with motion.
The diagram shows the simple connectivity of an Ethernet cable in a drive system using EtherCAT. (Courtesy PI)
For example, high intensity femtosecond laser processing, which is becoming more common as more industry-proven commercial lasers become available, is considered a cold process because the material being processed does not heat up during the interaction. This type of processing includes texturing of surfaces to decrease reflectivity, provide hydrophobic surfaces, or create chemically-reactive surfaces. It’s of particular interest in the automotive industry, where the push for improved efficiency is driving the reduction of friction of moving components, to lessen the use of lubricants and improve durability.
Another useful property of the ‘cold’ ablation of high intensity lasers is the ability to drill clean, small, deep holes in materials without damaging the surrounding material. This technology is now commonly used in the medical industry for fabricating vascular stents and it’s been widely adopted for holes with diameters of microns and a large depth-to-diameter ratio. Other applications include the dicing of glass that allows the processing of the back of a surface without damaging the front. This application is simply not possible using conventional mechanical diamond blade dicing techniques.
Micromachining and welding are commonly carried out by nanosecond fiber lasers. Although the fiber laser has longer pulse duration than femtosecond lasers, it can be used with careful control of pulses and processing parameters. In this type of laser processing, the energy is eventually converted into heat that dissipates out of the laser spot, beyond the duration of the laser pulse. Essentially, fiber lasers keep costs lower; so if the process is controlled and the results are suitable for the application, they make a lot of sense.
In all of these applications and more, controlling the pulse duration, frequency, and placement is key to changing the laser process capabilities, quality and intermolecular interactions.
Basic modes of operation
The simplest method of laser control is to define the switch-on and switch-off positions. Here, the laser power control is set by the laser itself or an additional analog input is used for power related to speed.
An example of a simple laser-on profile. (Courtesy PI)
The next method to consider is distance-based pulse control, which is when the laser expects to see a trigger at a fixed distance, along the path. The user defines the switch-on and switch-off positions, as before, but the firing signal is not continuously on. The controller may use this pulse to create a single shot from the laser or a combination of pulses for a particular laser processing recipe. Another method is based on the fact that the pulse trigger positions are not at a fixed distance but at user-specified points along the path. This is typically called random position pulsing or array-based pulsing. Some lasers have quite capable internal pulsing mechanisms and would prefer a simple gating or on/off; others require a pulse-width modulation (PWM) type input. This is useful for controlling laser power based on speed.
Speed according to minimum and maximum laser power. (Courtesy PI)
To improve application and process throughput, both pulse and PWM input can be controlled by advanced laser control capabilities from the laser firing controller. The different methods can also be combined to offer even greater flexibility, precision, and throughput.
The combination of high resolution, multiple axes and high speed within one system can be problematic for a user to calculate the distance along the outputting vector path. However, laser firing modules like the LCM calculate the vector path for you. This makes it simple to define a fixed distance along the path, even when the path may be physically in one direction or a combination of multiple axes. In addition, modules like the LCM can subdivide the resolution of the encoder so that the firing position occurs below the natural resolution of the system, potentially improving placement accuracy.
It’s also possible to define a series of pulses that occur after the initial pulse. This can be used where an event may require a series of pulses or a laser may expect an addition excitation pulse, or multiple pulses to build an average power level from the laser.
An example showing an LCM fixed-distance firing – defined by distance not time. (Courtesy PI)
Rather than telling the system to fire at fixed discrete positions, it’s also possible to define an array of positions where firing occurs. This can be used when an event may trigger a single shot or an alternative processing regime; for example, due to a material or process change (cutting versus welding).
Some users may simply need to tell a laser where to turn itself on or off. The laser power may be controlled, for example, by an analog input (typically a 0 to 10 V signal). Alternatively, laser power can be controlled by a combination of modes; for example, fixed-distance pulsing or PWM. Windowing can be overlaid with these methods to simplify the laser processing areas. This typically uses an array method to define the start and end of the window.
Shown here is PWM mode, where increasing duty cycle is based on increased speed.(Courtesy PI)
With PWM mode, which is a method common in electronics, it directly controls laser power by using PWM to adjust the duty cycle. Hybrid modes are also available that combine PWM with pulsing at user-defined intervals, allowing nonlinear or varying firing events. In addition, zones of operation can be created, giving even tighter control over where firing or modulation takes place.
For one manufacturer of CNC grinding machines, new high-performance linear motors replaced ball-screws and improved machine performance.
It’s no secret that linear motors are highly effective motion devices. Linear motors can achieve high acceleration rates and long travel lengths with good thrust forces and extremely high positioning accuracies, while other drive mechanisms, such as belts, screws, or rack and pinions, must sacrifice at least one of these requirements in order to achieve the others. This is why linear motors are the preferred choice for highly dynamic applications such as in metrology and in semiconductor manufacturing.
In fact, based on their performance specifications, linear motors seem to be the perfect solution to address the competing requirements often found in linear motion applications. Still, linear motors are not as widely adopted as perhaps one would expect. There are a few reasons why their adoption rate lags behind other drive technologies such as belts, screws, or rack and pinion devices.
The FX Linear and MX Linear CNC grinding machines both incorporate the LinX S-Series linear motor as the primary drive system.
Still, despite the potential difficulties posed by heat generation, protection from contamination, high-bandwidth controls, and cost, the adoption rate of linear motors is growing. Once seen as niche solutions for semiconductor, metrology, and heavy-duty machining applications, iron core, ironless, and tubular linear motors are now used in automotive, food and packaging, and printing applications, where the moves may not be as challenging or the accuracy requirements as demanding, but where the benefits of fewer components, less downtime, and higher throughput justify the additional cost and design considerations.
Linear motors in CNC machines
One example of how linear motors are being incorporated into CNC machines comes from ANCA Machine Tools, or AMT. The company, sister company of ANCA Motion, manufactures quality CNC grinding machines. It launched several new machines during the past eight years, aiming to strengthen the value proposition they offer to CNC customers. The most significant offerings include their FX Linear and MX Linear machines, both of which are powered by the LinX Linear Motor developed by ANCA Motion.
Prior to the development of these two machine offerings, the company had observed the rise of linear motors in the industry. “AMT was aware of the benefits that linear motors can bring. Over time the ball screws can wear even on the best machines, and you have to consider backlash and the loss of preload,” said Simon Richardson, AMT MX platform product manager. “When installing and aligning a ball screw on a machine, tighter tolerances are required over the entire length of the ball screw when compared to fitting of linear motors.”
However, the company had resisted using linear motors for quite a long time. Philip Wysocki, electrical systems engineer at AMT, noted that “the traditional linear motor is flat in construction, which creates many issues when implementing these motors on machines.” Machines with flatbed linear motors typically require a separate chiller for thermal stability, and the attractive force between coil and magnet bed creates tremendous downforces on the bearings, making everything wear faster and decreasing efficiency. Plus, flatbed style linear motors used in grinding machines typically have a back-iron in their magnetic circuit, further increasing the downforces and creating cogging.
The LinX S-Series Linear Motor from ANCA Motion features zero backlash and IP67 protection.
The LinX Linear Motor overcomes the problems related to flatbed linear motors and delivers superior performance due to its state-of-art cylindrical design. The motor consists of a shaft containing magnets and a forcer containing wound copper coils. The symmetric design results in zero attractive forces between the forcer and shaft, significantly reducing the loading requirement on support bearings. The thermal barrier design separates and removes heat from the motor, eradicating thermal growth for the machine. And because of its good standalone thermal stability, AMT’s machines don’t require a dedicated chiller for the motor. This provides an advantage over competitive flatbed motor-based designs by significantly reducing power usage and footprint.
The motor also features simple construction, non-critical air gap, and no physical contact between shaft and forcer, letting machine manufacturers significantly simplify installation, reduce maintenance and extend machine life. The motor’s design lets it replace ball screws in existing machines easily and makes the machine design process a lot smoother. “Due to its simple construction, the shaft ends will only require one or two supports depending on their orientation. Not only has the axis installation time been significantly reduced by more than 200% compared to ball screws, but the installation of the motors is much safer than flatbed linear motors,” notes Wysocki.
A surface finish comparison shows the tool surface finish ground by a LinX-powered machine (left) and one ground with a ball-screw-powered machine (right).
The ironless design of the motor and even force over the entire stroke lead to overall better motion performance. For instance, because of its direct- drive nature, the motor can track motion commands more accurately and repetitively to achieve a much better surface finish. So there’s no need to be concerned with cogging, backlash or reversal error. The tool’s surface finish ground by a LinX-powered machine is significantly better than the result from a best-performance ball-screw machine. In addition to the improved surface finish, cycle time is enhanced due to its higher acceleration and faster traverse speed.
Overall, the company found that the LinX Linear Motor provides improved performance at a lower cost and efficiency than ball screws and flatbed linear motors. The standalone thermal stability, high speed and acceleration, zero down forces and the ability to achieve IP67 protection make the motors a suitable solution for machine tool applications, but also in other industries such as food processing and other automation applications.
As the year comes to a close, the editors here at linearmotiontips.com (as, apparently, editors everywhere are prone to do) like to look back over the past year to see what our readers clicked on and read the most. As in years past, readers found our “back to basics” articles quite useful and so it’s no surprise that once again these were some of the most read articles on the site.
In case you missed — or want to re-visit — any of our most popular topics over the past year, here are the top 5 most-read linear motion articles of 2022.
Ball and lead screws can be either right-handed or left-handed. But in screw terminology, handedness indicates the direction in which the nut moves relative to the direction of the screw’s rotation. This article explains what screw handedness is and looks at when a left-handed screw makes sense.
Although there are more than a dozen symptoms of premature wear and impending failure for V-belts — ranging from visible damage to audible noise — this article looks at the several key ways that these friction-based belts can fail during operation.
Stepper motors can be used to drive ball screws. And although ball screw + stepper motor combinations are less prolific than lead screw + stepper motor pairings, some of the performance characteristics of ball screws allow them to make better use of stepper motors’ strengths for torque production and precision.
In the real world, there are a variety of factors that cause torque output to be inconsistent — even if only by a small amount. This periodic fluctuation in output torque of an energized motor is referred to as torque ripple. This article explores torque ripple and its effects on linear motion systems.
For belts manufactured in English dimensions (often referred to as “American” or “UK” belts), belt sections are designated by the letters H, J, K, L, and M. This article looks at what those designations mean.
Haydon Kerk Pittman, a business unit of AMETEK’s Advanced Motion Solutions division, has debuted its new Haydon Kerk Express online linear actuator calculator.
The Haydon Kerk Express tool joins the Pittman Express tool, released last year, and allows users to now identify and select the right linear actuator for their applications quickly and easily. When a user enters an ideal actuator type, force, and speed, the Express tool returns a list of Haydon Kerk linear actuators that fit these specifications. Once the user selects a specific linear actuator to explore, additional details — including performance curves, specifications and dimensional drawings— are available. Haydon Kerk Express then provides a list of exact and near-match actuators available from Haydon Kerk Pittman’s e-commerce site with 24-hour shipment for fast prototyping or proof of concept.
The Express motor calculator is the latest in Haydon Kerk Pittman’s series of user-guided tools designed to provide interactive and enhanced product assistance and selection as compared to a traditional website.
OES (Optimal Engineering Systems Inc.) has added to their line of purpose-built stages. The new XYZR Series of Four-axes Stages are the integration of a: 15 mm, 30 mm, 50 mm, 75 mm, or 100 mm linear stages (in any combination) for the X, Y, and Z axes, and a 60 mm or 100 mm diameter rotary stage capable of 360 degrees of continuous rotation. These stages are suitable for laser scanning, drilling, and machining, reverse engineering, inspection, assembly, measurements, tracking, and positioning.
This series of four axes stages feature four motor options. The -01 option is stepper motor driven, the -02 option is three phase-servo motor driven with a quadrature optical encoder, the -03 is dc servo motor driven with a quadrature optical encoder, and the -04 option is stepper motor driven with quadrature optical encoders for position verification.
Each axis of these black anodized aluminum alloy stages features high precision crossed roller bearings. The 15 mm, 30 mm, 50 mm, 75 mm linear axes feature high precision 1 mm per turn lead screws and the 100 mm linear travel stage has a 4 mm per turn lead screw. Typical repeatability and positional accuracy of a stepper motor driven stage is 10 microns. For higher resolutions and greater travel speeds select one of the closed loop servo motor options.
The rotary axis is equipped with a HOME switch to signal the motion controller the ZERO position. Each rotary axis has a pattern of precision mounting holes for mounting tooling and the 100 mm diameter stage has a thru hole. The linear axes are equipped with limit switches to signal the motion controller that end of travel is reached.
Each of these stages can be ordered with a fully plug-and-play compatible multi-axis motion controller for any motor combination from OES. For more information, visit: www.oesincorp.com.
Belt drives have continued to evolve with new applications. Industrial belt drives in motion designs consist of rubber, engineered plastic, metal, or (most common) multi-material belts that wrap around drive pulleys — grooved or otherwise profiled wheels mounted on a shaft — in turn driven by electric motors.
Powered by various motor types, belt drives run axes transmitting fractional horsepower to 7,000 hp or more. Most belt drives in motion designs also wrap the belt around one or more idler pulleys that keep the belt taut and on track.
Belt drives are indispensable in cartoning (cardboard-box folding) applications. Image via Dreamstime
While industrial belts are generally non-serviceable and can exhibit wear and vulnerability to oil as well as debris contamination, their benefits abound. The main reasons that engineers pick belt drives over other options is that modern varieties require little if no maintenance; they’re less expensive than chain drives; and they’re quiet and efficient, even up to 95% or more. In addition, the tensile members of today’s belts — cords embedded into the belt rubber that carry most of the belt load — are stronger than ever. Made of steel, polyester, aramid, fiberglass, or carbon fiber, these tensile cords render today’s belt drives thoroughly modern power-transmission devices.
Machine designs often employ gear, chain, and belt drives for power transmission. The latter offer several advantages and come in two main subtypes — V belt and synchronous belt drives — to serve different applications.
Note: Terminology for belt drives is more consistent than that for other motion components. That said, in some contexts the term sheave is used instead of pulley. The terms sheave and pulley are interchangeable, with few regions and industries differentiating sheave to mean any drive pulley — distinct from idler pulleys that have flat (or simply profiled) outer diameters. Otherwise, sheave can imply a rugged steel or cast-iron drive wheel that’s less precisely cast or machined than the pulleys found in motion designs — which are our primary focus in this article.
Belt-drive evolution of design and performance
Flat belts are the original design for automated machinery — first applied in such designs during the first Industrial Revolution and before. In fact, flat belts were and remain especially important in pump and sawmill operations — and once reigned supreme in driving many axes off common steam-powered line drives through factories. Versions made of leather quickly gave way to rubber and neoprene — hastened by the innovations of the burgeoning automotive industry and new forms of independent pieces of machinery run off electric motors. Today, highly engineered flat belts still find myriad uses in conveying and material-handling applications.
However, the faster axis speeds associated with many motor-powered designs necessitated belts with new geometry — so next came V belts having trapezoidal cross sections. Invented by John Gates in 1917, their easier tracking on pulleys and higher friction (which we’ll explain more on a moment) also allow high force transmission even at tension values lower than typical. Reinforced cords embedded in belt backing — the tension-carrying zone — was another innovation still core to modern belt variations.
Required maintenance and constant adjustment of a stepmotor in confined spaces is a challenge. The Concentric Maxi Torque from Custom Machine and Tool Co., Inc. is small-space-precise. Virtually maintenance free once in place, there are no adjustments required because the Concentric Maxi Torque remains secure — thus eliminating any degree of shaft damage or eventual misalignment. Image courtesy Custom Machine & Tool Co., Inc.
Combining flat and V-belt design elements are ribbed or poly-groove V belts — those with a cord-reinforced tension-bearing face and multiple trapezoidal profiles running the inner belt circumference. Drives based on ribbed V belts are exceptionally compact and necessitate lower tensions than flat belts.
Other belt-related innovations came to include the introduction of toothed belts for synchronous chain-like operation; heat-resistant belt insulation layers; elasticized and other highly engineered working belt surfaces; and pre-stretched tensile cords of various materials.
Recent years have seen convergence of specialty belt drive systems in mass-produced consumer and light industrial tools with the standard belt drives integrated into specialty machine designs. That’s because options have proliferated for belts with flat and round profiles as well as those with various V-shaped profiles and toothed belts for synchronous operation. The Association for Rubber Products Manufacturers (ARPM) originating from the Rubber Manufacturers Association (RMA) and the National Industrial Belting Association (NIBA) along with component suppliers dictate the details of how the geometries and performance of these industrial belt drives are standardized and quantified.
Here, flat belt drives on a conveyor support the production of solar cells. Image via Dreamstime
Many manufacturers describe belts and pulleys with five main geometries. Pitch diameter is the drive pulley’s diameter. Center distance is the distance between the two pulleys’ centers. Minimum wrap angle is a measure of how much the belt wraps around the smallest pulley. Belt length is how long the belt would be if cut and laid flat. Finally, in the case of toothed belts (also called synchronous belts) the pitch is the number of teeth per some length — so a 3-mm pitch means that the belt has one tooth every 3 mm, for example.
Power ratings based on belt and pulley size (along with motor output) are adjusted for the belt-drive length and wrap diameters. Traditionally, charts of belt geometries and counts, horsepower ratings, and speed and force capabilities assist design engineers in the specification process. Today, sizing and selection software tools abound to match required values to a machine axis’ geometry and torque (output force) and speed requirements. These also provide service-factor adjustments informed by the belt or other component supplier’s own historical experience with given industry and application type.
Shown here is a bucket elevator from Feeco International that uses an electric motor through a belt drive with twin V belts for operation.
Synchronous belt drives dominate motion control designs for positioning and other precision functions. Here we detail V belts and other belt types used in industrial, robotic, and consumer designs for both linear and rotary axes.
Modern flat belts are either endless (welded or otherwise closed into a hoop by the manufacturer) or open. Common on grinders, fans, grocery conveyors, and other power-transmission applications, drives based on flat belts rely on precisely set tension for maintaining the proper the friction coefficient between belt and drive pulley.
Even today, many flat belts are made of natural materials as well as synthetic yarns featuring various filament structures. Flat belts made of polyurethane are common on the ends of conveyors consisting of roller arrays — to gang powered rollers (integrating a motor in its cylindrical body) to passive nonpowered rollers. Flat belts with polyester tension members excel where high tension (but little stretch) is required; coatings of PVC, polyurethane, and rubber enable high friction for use on high-speed axes running to 22,000 feet per minute.
V belt drives are ubiquitous in industrial applications. They pair belts having a chamfered (typically trapezoidal) profile with pulleys that are circumferentially grooved to match. A key benefit of this geometry is the way in which the belt wedges into the pulley groove with increased tension for a corresponding increase in belt-and-pulley surface friction. That in turns minimizes slippage and boosts allowable torque transmission. Shown here is a small V belt drive on a motor-driven axis inside a consumer-grade washing machine. Image via Dreamstime
One specialty type of flat belt indispensable in settings subject to high temperatures and corrosive washdown (or other chemicals) is that made of thin stainless steel. These flat belts are precision welded closed to traverse just a few centimeters to dozens of meters — and often perforated to accept the positive engagement of studded pulleys. Flat metal belts also exhibit no stretch or creep, so allow precision positioning of workpieces … and can protect workpieces sensitive to electrostatic charges with grounding.
Round belts (sometimes called O-ring belts or O belts) have a circular cross section; they’re common on axes of consumer-grade electronics with moving elements, office-grade printers and scanners, and light industrial equipment such as tabletop robotics with modest to moderate power-transmission requirements. Most round belts are extruded from neoprene, propylene, or cross-linked urethane (either reground or virgin) and then butt welded together into endless loops. Their elasticity makes them more forgiving of suboptimal installations, but at a sacrifice of power capability. Mating pulleys have semicircular grooves and diameters no less than sixfold the belt’s cross section. Texturized O-belts have lower coefficients of friction but are better able to resist abrasion and overheating.
Shown here are track-roller linear guides and drive belts on flanged pulleys along with screw drives on piece of semiconductor manufacturing equipment.
Industrial power-transmission belt creep, slip, and tension
The caveat with these belt types (and really any belts not employing positive engagement via teeth) is that they can exhibit slip and creep.
Creep is a cyclical elongation of belt (with some measure of elasticity) as it travels around the loaded side to the slack side of its circuit … and is considered normal. Proper tension holds the dimensional changes of creep to within 0.5% of the belt’s normal length and cross section. There is a cyclical stressing associated with creep as well as the flexing of belt around its pulleys — which does ultimately limit belt life but doesn’t induce dramatic temperature increases.
In contrast, belt slip due to improper tension or (worse yet) improper design can quickly generate heat buildup. Simple measurements taken of belt temperature along with geometry, vibrations, and sound generated (including squealing upon startup) can accurately indicate the amount of tensioning or retensioning required. Belts transmitting high power require greater tensioning or risk slip and other modes of improper operation.
Design tensions are often defined by the ratio of belt drive-side tension divided by that of the slack side — along with a constant wedging design factor (for V belts) and the belt-to-pulley dynamic friction coefficient. Design tension ratios for V belts tend to be higher than those for flat belts.
A V belt’s primary subsection is its tension-bearing top. This top includes fiber cords for strength to pull actual traction load. Modern tension-member cords are often aramid, polyester, fiberglass, or steel … and pre-stretched variations help minimize stretch. The cords embed into the main belt material that serves to hold the belt body together and shed heat. The working side of V belts (which engages the pulley) is a compression section designed to wedge into pulley grooves for reliable shock-damping engagement. In many instances, a rubberized fabric cover ruggedizes the belt surface and prevents slipping (which in turn prevents overheating tension cords).
One additional note here: Though V-belt slip is usually detrimental, it can be a helpful behavior on axes that are truly jammed — serving to protect more expensive components in the drivetrain.
Though versatile and forgiving, friction-based belt drives that are improperly sized can slip tangentially on the pulley — a form of lost motion — and axially creep. Both of these issues can in turn cause unreliable speed output. Just remember if a V-belt drive makes the most sense for a motion axis: Output torque depends on belt resistance to tension and belt-pulley adherence. The latter is why oils and greases must be kept away from belt drives … or else failure due to slipping may arise.
The special case of cogged V belts
Not to be confused with toothed (synchronous) belts for motion-control applications are cogged V belts. These have notches on the working a.k.a. pulley-contacting belt surface to:
• Allow airflow for cooler operation
• Boost flexibility — to travel around pulleys having diameters smaller than otherwise allowable
These notched V belts are available in a wide array of classic and narrow configurations. In addition, they often have a raw-edge design (sans cover) for more space in the belt cross section for load-carrying cord. Any standard V belt that is cogged will have a name with an X suffix — such as BX or 3VX, for example.
Not to be confused with toothed (synchronous) belts for motion-control applications are cogged V belts. These have notches on the working pulley-contacting belt surface.
Though most associated with heavy power-transmission applications, V belts do in fact find use in precision motion designs as well. Embrace the oxymoron: Static motion designs — those that only depend on consistent end-of-move positioning — can tolerate the errors of friction-belt drives. In contrast, dynamic motion designs require axes that move predictably over their complete strokes — even if load varies during operation. Here, engineers typically specify low-backlash toothed belts needing shallow clearance for pulley engagement. Single V belts for these motion applications often take the form of light-duty or fractional horsepower V belts denoted by 2L, 3L, 4L, or 5L codes with the latter dimensionally resembling so-called classical A and B-coded V belts.
More on common V belt standards
V-belt specification generally references cross-section geometries including the belt’s width at its widest, V angle, depth of engagement, height, and overall pitch length. The latter geometry is the circumferential length along a belt’s pitch line. Final V-belt specification is then determined by which correctly dimensioned belts have sufficient power ratings (defined by rpm and sheave speed) to satisfy the application’s nominal horsepower (at the driving motor’s output shaft) and the applicable service factor.
To simplify V-belt specification, suppliers have come to publish (and include in design software) information about various V-belt service factors that accommodate various applications’ typical demands … as well as losses from variable speeds and loads as well as detrimental environmental conditions such as shock, vibration, and heat.
Belt drives are indispensable in appliance applications that need to be reasonably quiet. Washing machine image: Nikkytok
V belts with so-called classical geometries just mentioned are a rugged if moderate-efficiency option. In the U.S., standardized geometries are coded A and B (most common) as well as lesser-used C, D, and E having progressively larger cross sections. Narrow V belts are named with progressively higher numbers for progressively larger belts — and have V suffixes. Double-sided V belts are those with a double-angle or so-called hexagonal geometry for winding through and driving serpentine drive arrangements; these are coded AA, BB, CC, and so on. These codes are listed in specification software and manufacturer catalogs as well as printed on the belts themselves … usually followed by a dash and then a number denoting the total working length of the belt in inches. Even International Organization for Standardization standards such as ISO 8419 (dictating the standards for narrow V belts) lists values in millimeters that reflect these standards first established in Imperial units.
Of course, the latter (length) code does not appear on adjustable V belts — those made of a series of interlocking sections joined by tabs or other fasteners like industrial chain. These linked belts (suitable for even high-power and high-speed axes to many thousands of rpm) are sold in open sections that are cut to length and then closed by the installer in the field.
Another V-belt design is that of joined V belts. Unlike ribbed V belts (covered in other articles) that have a common foundation of thickness sufficient to feature reinforcement throughout, joined V belts have discrete trapezoidal sections. These sections are themselves reinforced but joined by just a thin layer of tension material. Such joined V-belts are easier to specify than matched sets and far less problematic than separate arrays of V belts running in parallel — especially on axes subject to intermittent forces and speeds. That’s especially true on axes that might otherwise require a dozen or more V belts in parallel for sufficient power transmission.
Axes run off 2-hp or smaller motors under the control of variable speed drives (never prompting more than fivefold speed increases) accept V belts having 4L, 5L, A, or B notations. Axes with more dramatic speed variations necessitate other V belt that’s also standardized and coded — in this case, with four-digit values and a V (for narrow) suffix.
Specifying V belts by horsepower and geometry
Standards established by the Rubber Manufacturers Association (RMA) and the Mechanical Power Transmission Association (MPTA) inform specification approaches that first satisfy design horsepower requirements. Using this approach, a service factor applied to nominal (rated) motor or axis horsepower (to accommodate friction, vibration, heat, and other losses) ensures reliable and efficient belt-drive operation. These service factors are published for machine and drive types typical to various industries.
Power ratings are well documented for all standard V belt and pulley sizes and speeds. But arc and length correction factors (along with the belt-installation center distance and speed ratio covered in a moment) affect this basic power rating. Center distance is often presumed for set pulley combinations. That said, long pulley-to-pulley center distances yield high power ratings and shorter yield lower ratings.
Next, the driven-to-drive pulley speed ratio (based on any difference in their diameters) is calculated to yield output belt speed (sometimes called rim speed). High speed ratios magnify the effect of center distance changes on drive power ratings. Then the maximum output rpm or fpm (based on the axis geometry, pulley construction, and level of balancing) is calculated — with multiplane dynamic balancing increasing this value. Finally, work output for a given time (based on horsepower x 1.341) yields a value expressed in kilowatts.
One last design consideration for machines employing V belts is the level of balancing required. Refer to Balancing the pulleys of belt drives on linearmotiontips.com for more on this topic.