A new generation of electromechanical actuators is replacing hydraulic cylinders in demanding applications. Increasingly, that choice is being driven as much by cost advantages as by performance.
Tarek Bugaighis
Ewellix
Traditionally, when engineers wanted to produce large forces or move heavy loads their first choice would be hydraulic actuation. Today, however, hydraulic systems have a powerful rival in the linear motion world: the electromechanical actuator.
Electromechanical actuators replace hydraulic systems with a precision ball or roller screw, driven by a locally mounted electric motor and gearbox. In many applications, electromechanical systems provide a number of advantages over their hydraulic counterparts. They are smaller and lighter, and since the motor powering the actuator is connected directly, electromechanical systems eliminate the need for pumps, accumulators, oil tanks and piping. The absence of pressurized oil has safety and environmental benefits too, eliminating the risk of fire, pollution or injury associated with leaks and spills. Electrical actuation is also quieter than hydraulics.
Electromechanical systems also offer performance advantages. They can operate at a wider range of speed and power than hydraulic equipment, and offer a higher level of positional accuracy. They also work more consistently. The viscosity of hydraulic oils can change with time and temperature, effecting machine performance. Electromechanical systems go on working to precise tolerances, and because their moving parts are based on well-understood rolling element bearing technology, it’s possible to predict their operating lifetimes under a given set of operating conditions.
Then there is control. With no need for separate control valves and associated hardware, electromechanical actuators are easier to integrate into a machine’s electronic control system. Together with their fast response, accuracy and repeatability, that makes it easier to program complex movements, or to build machines that adapt quickly to different process requirements.
![actuators]()
The CASM series of electromechanical actuators from Ewellix are screw-based, using ball- or lead-screws for linear actuation.
Where’s the catch?
Against this list of advantages, electromechanical devices have one apparent flaw: cost. On a per-actuator basis, the initial purchase price of electric machines is higher than their hydraulic counterparts. Historically that has been enough to discourage their use in certain applications.
When viewed from a total cost perspective, however, over the full lifecycle of a machine, electromechanical actuators offer sources of savings that outweigh their higher initial cost. Those savings arise from six principal factors.
Energy efficiency – Hydraulic systems have multiple sources of energy loss from the initial conversion of electrical power into motion to drive the hydraulic pump, losses within the pump itself, fluid friction in transmission pipes and further losses within the actuator. Overall, a hydraulic system is likely to deliver only around 44 percent of its input power to the load. Electromechanical systems, by contrast, lose energy only due to the limits of motor efficiency and via friction in the gearbox and actuator components. An electromechanical actuator will typically transfer 80 percent of its input power to the load. Moreover, while hydraulic pumps must run continually in most applications to ensure adequate response from the machine, the power consumption of electromechanical actuators is zero when they are not being used. In many applications, an electromechanical actuator may only consume its peak power for a tiny fraction of the machine’s operating time. Overall, this means that electric actuators can pay back their initial costs in energy savings alone in just a few months.
Reduced heat – The energy lost in hydraulic machines is converted to heat. In precision applications, such as plastic moulding machines, this heat must be removed using chillers, further increasing overall energy demand. Thanks to their higher efficiency, electrically actuated machines require only around 35 percent of the cooling energy of a hydraulic equivalent.
Shorter cycle times – The higher speed and improved controllability of electromechanical actuators can allow machines to run faster, increasing output. Take robotic spot welding in the automotive industry, for example. Between welds, the tongs mounted on a robot arm must be opened to allow the arm to access the next weld location. Fluid power systems typically require the tongs to be fully opened after every weld. Electromechanical systems, on the other hand, can be programmed to open just enough to allow the tong to be repositioned. When a Japanese car manufacturer switched to electromechanical welding tongs, this change, along with the higher speed of the new actuators, permitted an increase in throughput of 10 percent, equivalent to more than 100 vehicle body shells every day.
![actuators]()
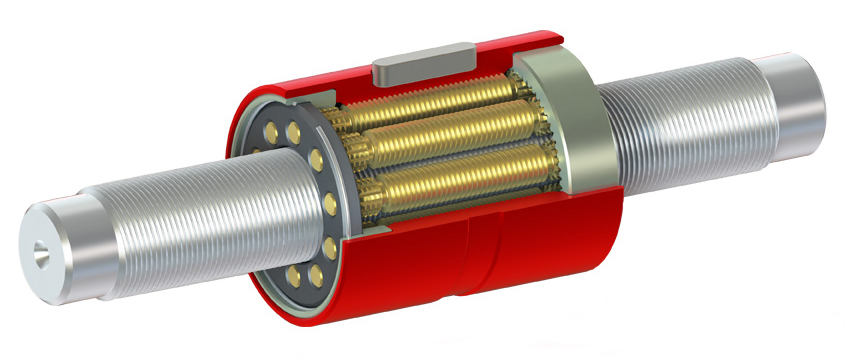
Roller screws are used in the higher force LEMC actuator series, combined with a choice of motor and gearbox. The actuators can produce a maximum dynamic axial force of 80 kN.
Improved material utilization – Enhanced accuracy and consistency means electrically driven machines are typically offering twice the repeatability of hydraulic alternatives. That drives up quality and reduces scrap. Furthermore, since the electric machines deliver consistent performance from the moment they start up, losses after changeovers are reduced and production teams spend less time adjusting machine variables to get processes under control. Even in applications producing low precision components, savings from scrap reduction and quality improvements can outweigh the additional actuator cost in two years or less.
Increased uptime – Electric machines have fewer wearing parts, and those are all located within the ball or roller screw mechanism and gearbox. Hydraulic devices rely on a network of valves, hoses, filters and seals. And as hydraulic power is distributed, a failure in one part of the system is likely to bring the entire machine to a stop until the problem can be identified and repaired. A problem with an electrical actuator can usually be addressed by quickly swapping out the affected device. As a result, uptime and machine availability is typically two percent higher with electromechanical actuators, improving output and reducing per-unit production costs.
Simplified maintenance – Finally, electric machines have few reoccurring expenses. Operators don’t have to buy oil, filters or seals. They don’t have to stop machines to replace these parts and they don’t have to spend money protecting against, or clearing up, leaks and spills. Electromechanical systems can also be equipped with fully integrated condition monitoring technology, alerting operations and maintenance staff to potential problems before they result in an unscheduled stoppage.
Together, these benefits can add up to significant savings for a typical production machine. Just under half of those savings come from areas other than energy use.
New generations
The latest generation of electromechanical actuators have been engineered to build on the advantages inherent in the design, and to extend those advantages with products that are more powerful, even longer lasting and easier to integrate into machines. For example, the electromechanical actuators from Ewellix that are suitable replacements for hydraulic systems use screw-based drive systems.
![actuators]()
A cutaway view of a CASM series actuator shows the internal configuration with the screw drive attached to the motor via a belt drive.
The CASM series of actuators use high-quality bearings and ball- and lead- screws offering low friction for energy efficiency and low axial play for increased precision. The units are lubricated for life, with integrated filters and a wiper ring to prevent damage from dust and dirt ingress. An integrated magnet ring and slotted aluminum profile casing also make it easy to add external sensors.
CASM actuators are available with a brushless dc motor with integrated motion controller, brake and optional fieldbus interface. By removing the requirement for an external motor controller, the brushless motor option cuts installation costs and simplifies wiring, because the motors can be powered and controlled via a single cable. Machine setup is more straightforward too, with a dedicated programming kit that allows motor parameters to be set using a graphical user interface. Up to 14 different actuator positions with associated velocities, accelerations and decelerations can be downloaded into the motor itself. The machine can subsequently be controlled by a PLC or simple switches, creating a cost-effective standalone motion control system for smaller machines.
For higher load applications, the LEMC electromechanical cylinders use a planetary roller screw instead of a ball-screw design. This results in an actuator with a higher power density than conventional designs and also improves performance in environments where the device is exposed to high levels of external vibration.
Like the CASM units, LEMC actuators use a modular design that can be configured for many different applications and a range of motor types. As well as conventional servo motors, they can be supplied with an integrated gearbox and smart asynchronous motor. This offers additional safety and machine protection capabilities with integrated soft start and capabilities and motor protection function. As a further benefit for operations and maintenance staff, the controller incorporates near field communication (NFC) capabilities, allowing it to be adjusted wirelessly using a smartphone.
Ewellix
www.ewellix.com
The post Out with the oil, in with the screw appeared first on Linear Motion Tips.